








How to Choose Press Brake Tooling (Punch & Die) Without Trial-and-Error
Выбор правильного инструмента для пресс-тормоза требует подбора ваших V-образное открытие to material thickness and selecting punch geometries that clear part flanges. At Дж.С. РАГОС, we recommend the Rule of 8 for mild steel, while increasing the multiplier for stainless to manage tonnage and springback effectively.
In our two decades of manufacturing, we have seen that high-precision bending is less about the machine's power and more about the synergy between tool geometry and material physics. Whether you are operating a 40-ton electric press or a heavy-duty 600-ton model, eliminating trial-and-error requires a data-driven approach to tool selection.
The "Golden Ratio" of Die Selection: Beyond the Rule of 8
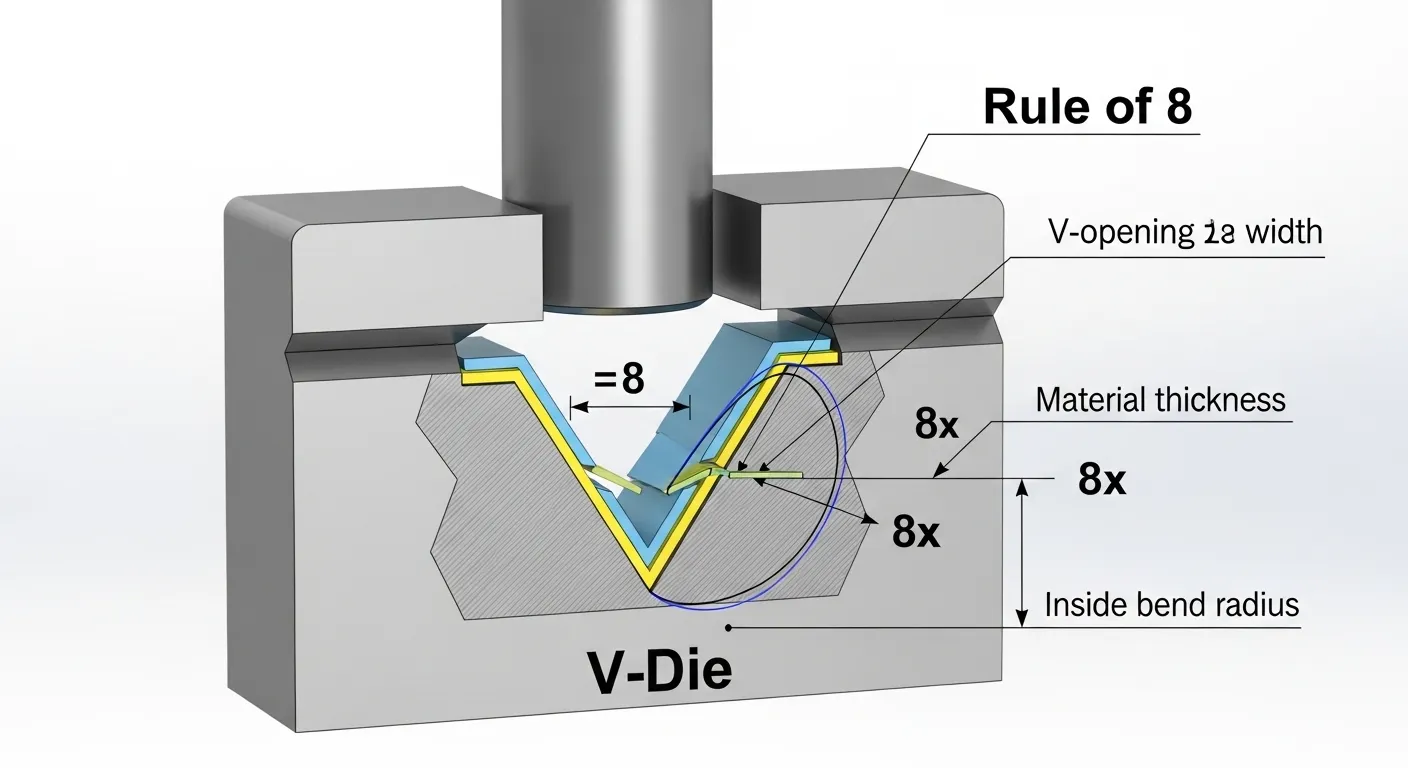
Чтобы выбрать правильное V-образное открытие, multiply your material thickness by 8 for mild steel to achieve a standard inside radius. For stainless steel, we suggest a 10–12x multiplier to account for higher tensile strength, while soft aluminum often requires a 6x multiplier to prevent surface cracking during the bend.
На Дж.С. РАГОС, we utilize Finite Element Analysis (FEA) to simulate how different die openings impact frame stability. We have found that selecting a V-opening that is too narrow doesn't just increase tonnage; it accelerates the wear on the die shoulders, leading to angle drift over time.
| Тип материала | Рекомендуемое V-образное отверстие | Resulting Inside Radius (approx.) | Воздействие на тоннаж |
| Мягкая сталь | 8 x Thickness | 1.0 - 1.25 x Thickness | Стандарт |
| Нержавеющая сталь | 10-12 x Thickness | 1.5 - 2.0 x Thickness | High (+15-20%) |
| Мягкий алюминий | 6 x Thickness | 0.8 x Thickness | Low (-10%) |
Pro-Tip from our Lead Engineer: Never rely solely on nominal thickness. In our testing at the Foshan facility, we’ve observed that a 0.1mm variation in sheet thickness can change your bend angle by over 1 degree if your V-die is undersized. Always measure your actual batch before setup.
Punch Geometry: Solving the "Collision Puzzle"
Используйте Удар Гусиной Шеей when your part design includes a return flange that would hit a standard straight punch. The recessed "throat" provides the necessary clearance for complex U-profiles, whereas Острые удары are essential for air bending and creating the first stage of a permanent hem or fold.
Наш опыт с Инструменты и автоматизация shows that most "trial-and-error" waste comes from unexpected tool interference. Modern CNC controllers like Delem or Cybelec allow us to run 3D simulations, but the physical tool must still match the digital twin's geometry perfectly.
- Straight Punches: Best for simple 90-degree bends where no return flanges exist.
- Acute Punches: Necessary for any bend requiring a degree smaller than 90, often used as a "pre-bend" for hemming.
- Gooseneck Punches: The workhorse for deep channels and box bending where clearance is the primary constraint.
Experience Evidence: We recently consulted for a shop in Los Angeles that was losing 15% of their material to "punch-strike" marks. By switching them to a 42CrMo alloy steel gooseneck, they gained the clearance needed for their HVAC ducting without sacrificing the tool's structural integrity.
Tonnage & Tooling Material: Preventing "Exploding Tools"
Требования к тоннажу масштабируются с учетом квадрат толщины материала, meaning doubling thickness requires four times the pressure. To protect your equipment, ensure your tools are made from термообработанная легированная сталь 42CrMo, which offers superior resistance to deformation compared to standard T10 steel, especially under heavy-duty loads.
Понимание Стоимость пресс-тормозов ЧПУ involves more than the initial machine price; it includes the lifecycle of your consumables. We’ve found that high-quality, laser-hardened tooling pays for itself within six months by maintaining ±0.1° accuracy without needing frequent recalibration.
Tonnage Calculation Formula:
$$P = \frac{k \cdot L \cdot s \cdot t^2}{V}$$
(Where P is force, s is tensile strength, and t is thickness)
Warning Sign: If you notice "mushrooming" or flat spots on your die shoulders, your tonnage is exceeding the tool's yield strength. At Дж.С. РАГОС, we treat every tool with specialized heat treatment to reach a surface hardness that prevents this specific type of failure.
The 2026 Digital Workflow: Integration with CNC Systems
Современное оборудование для пресс-тормозов должно быть полностью отображается внутри контроллера ЧПУ to enable real-time collision detection and automatic springback compensation. Systems like the JS RAGOS iMeasure laser check allow for ±0.1° precision by communicating directly with the tool's specific geometry and material data stored in the library.
Вы сомневаетесь между Электрические и гидравлические пресс-тормоза, the digital integration of your tooling remains the same. A machine-readable tool library ensures that your backgauge fingers and punch tips never meet in a catastrophic collision.
Часто задаваемые вопросы
While possible, it is not recommended for high-precision work. Using a die that is too large for thin material results in a distorted radius and "flopping" parts, while a die that is too small for thick material will likely damage the tool or the machine's hydraulic seals due to excessive pressure.
You should wipe down your punches and dies after every shift. In our experience, mill scale and metal dust from carbon steel can become embedded in the die shoulders, which then creates "scoring" or visible scratches on future stainless steel or aluminum parts.
You should wipe down your punches and dies after every shift. In our experience, mill scale and metal dust from carbon steel can become embedded in the die shoulders, which then creates "scoring" or visible scratches on future stainless steel or aluminum parts.
42CrMo is a chromium-molybdenum alloy that provides a much higher "toughness" and fatigue resistance than standard carbon steel. This is critical for CNC operations where the tool undergoes thousands of cycles; it prevents the tool from cracking or losing its geometric profile over time.