








Maîtriser la courbure d’arc à grand rayon avec le frein à pression ESA S860
Le frein à pression ESA S860 est bien adapté pour une stable, Flexion à grand rayon reproductible sur tôle ou plaque. Comparé à la flexion en angle standard, Ce travail nécessite un meilleur contrôle de l’espacement des pas, Retour à l’eau, formant la cohérence, et qualité de surface. Un programme faible peut entraîner des zones plates ou une courbure inégale.
Pour les utilisateurs de JS RAGOS, l’ESA S860 offre un environnement de programmation intégré pour la création, simulation, et optimisation des séquences de courbure d’arc. Ce guide expliquera comment gérer le grand rayon de flexion dans un contexte de programmation, à la fois graphiques et numériques, dans une approche plus contrôlée et orientée production.
Introduction to tFrein à pression ESA S860
Le frein à pression ESA S860 est conçu pour Flexion de précision un travail qui nécessite un fort équilibre entre le contrôle de l’opérateur et l’efficacité de la programmation. Dans les applications à grand rayon, Cet équilibre devient particulièrement précieux car la forme finale est créée à travers une série de petits, Courbes contrôlées plutôt qu’une course de formation directe. La qualité du résultat dépend de la précision avec laquelle le programme traduit les données de conception en mouvements de machine étape par étape.
Pratiquement, l’ESA S860 supporte ce travail via une interface de contrôle orientée utilisateur, Logique de flexion programmable, et la vérification basée sur la simulation. Cela permet à l’opérateur de définir le profil de la pièce, Saisissez les données matérielles, ajuster la séquence de bend, et revoir le chemin de formage avant le début de la production. Ce procédé permet de réduire les essais et erreurs sur le plancher.
Pour des fabricants tels que JS RAGOS, La principale valeur de ce système n’est pas seulement la facilité d’utilisation, Mais le contrôle des procédés. Lorsque des arcs à grand rayon sont correctement programmés, La machine peut aider à livrer:
• Formation de courbes plus cohérente sur les séries de production.
• Un meilleur contrôle de la distance des pas et de la progression des courbes.
• Correction moindre des réglages lors des inspections de la première pièce.
• Meilleure répétabilité en custom, Petits terrains.
• Une plus grande confiance dans le travail avec des matériaux exigeants.
Il n’y a aucun problème avec les capacités de courbure à l’arc du frein à pression ESA S860 grâce au système de flexion à arc de précision, Peu importe que l’opérateur programme ou non un panneau droit, un panneau courbé, ou même une pièce structurellement complexe.
Programmation graphique de l’ESA S860: Directives
- Activation de la machine et sélection du mode graphique
Pour commencer, démarrer la machine et vérifier l’initialisation du contrôleur ESA S860. Alors, L’écran principal apparaîtra et vous passerez à l’écran interactif. À des fins de courbure d’arc, Ce criblage est essentiel car il aide l’opérateur à construire la pièce et à vérifier que la forme programmée correspond au dessin correspondant.
Avant de continuer, Confirmez que la machine est équipée des outils appropriés aux bons emplacements de référence. Une séquence de programmation n’est fiable que la configuration physique qui la sous-tend.
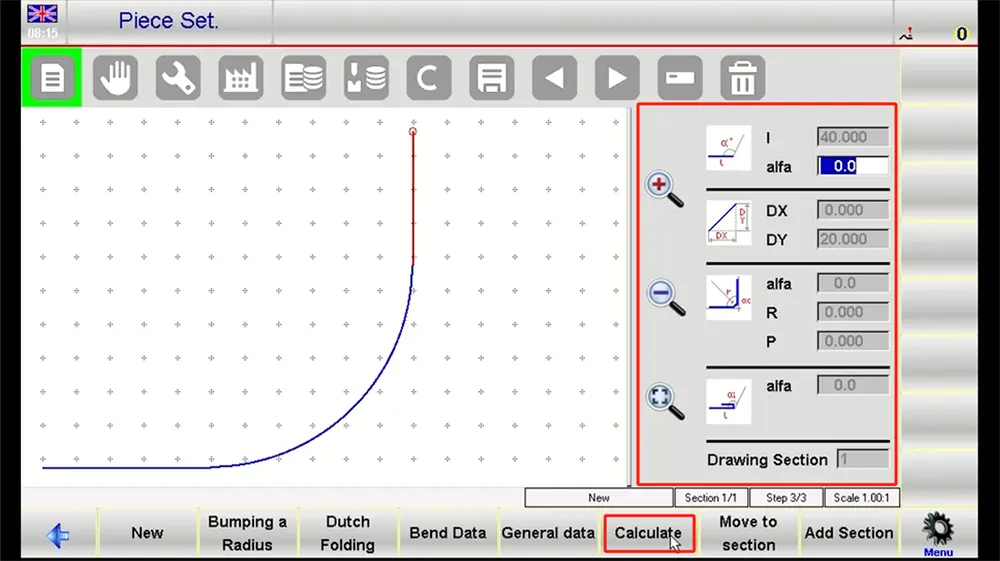
- Construire le profil de la pièce
Dans l’interface graphique, Créer le contour de la pièce en fonction du profil d’arc requis. Pour les travaux à grand rayon, L’opérateur doit prêter une attention particulière à la géométrie globale plutôt que de traiter l’arc comme une seule courbe abstraite. Le rayon, Points de transition, Sections à bride, et la longueur totale de courbure doivent tous refléter le dessin de production.
Utilisez les outils de dessin disponibles pour définir clairement la section d’arc. Il est souvent utile de vérifier ce qui suit:
• Les points de départ et de fin de l’arc
• La valeur requise du rayon
• La longueur totale de l’arc
• Si la partie comprend des sections droites adjacentes
• Les propriétés directionnelles du matériau en ce qui concerne le comportement de flexion
• Un profil soigné à ce stade simplifie grandement les ajustements futurs.
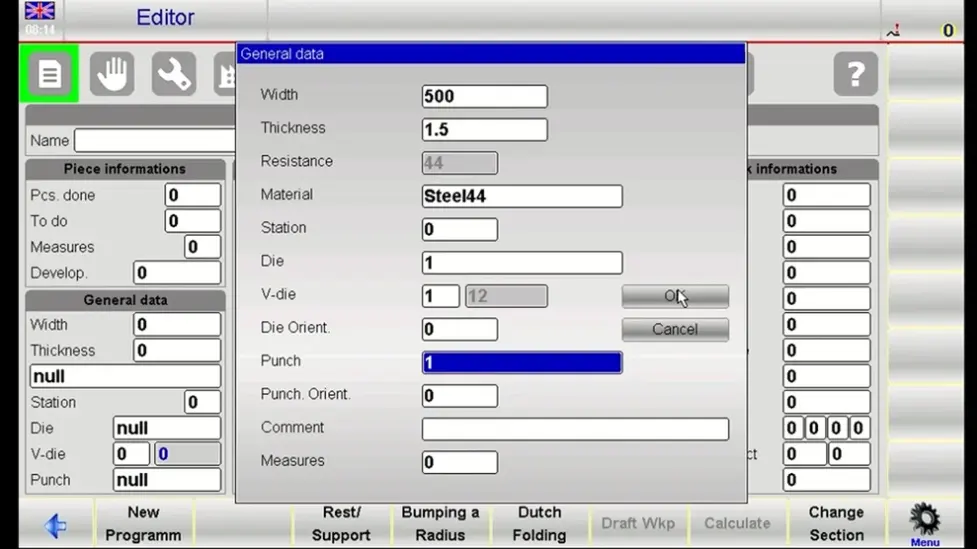
- Saisir les paramètres du matériau et du procédé
Après la définition de la géométrie, Entrée du type de matériau, Épaisseur de la feuille, et toute autre donnée de processus nécessaire. Cette étape est essentielle car les résultats à grand rayon sont fortement influencés par le comportement des matériaux. Inox, Acier doux, et l’aluminium ne réagira pas de la même manière lors de la flexion par échelons.
L’ESA S860 utilise ces informations pour soutenir le calcul de la courbure et la planification des procédés. Si votre atelier dispose de valeurs de ressort connues ou d’une logique de correction préférée pour certains matériaux, Inscrivez-les à ce stade afin que le programme reflète des conditions réelles de production plutôt que seulement des valeurs théoriques.
- Générez automatiquement la séquence de flexion
Une fois que le profil et les informations matérielles sont prêts, Utilisez la fonction de calcul automatique du contrôleur pour générer le chemin de courbure. L’ESA S860 calculera une séquence de courbes incrémentales qui approximent l’arc de grand rayon requis.
Cette fonction automatique permet de gagner du temps, Mais il ne devrait jamais remplacer la critique. L’opérateur doit encore examiner:
• Compte des courbes
• Espacement des pas
• Distribution d’angle
• Compatibilité des outils
• Faisabilité de la manipulation des pièces pendant la séquence
Si le programme généré paraît trop agressif ou trop grossier, affinez-le manuellement. Un arc plus lisse dépend souvent d’un arc plus petit, Étapes de formage bien équilibrées.
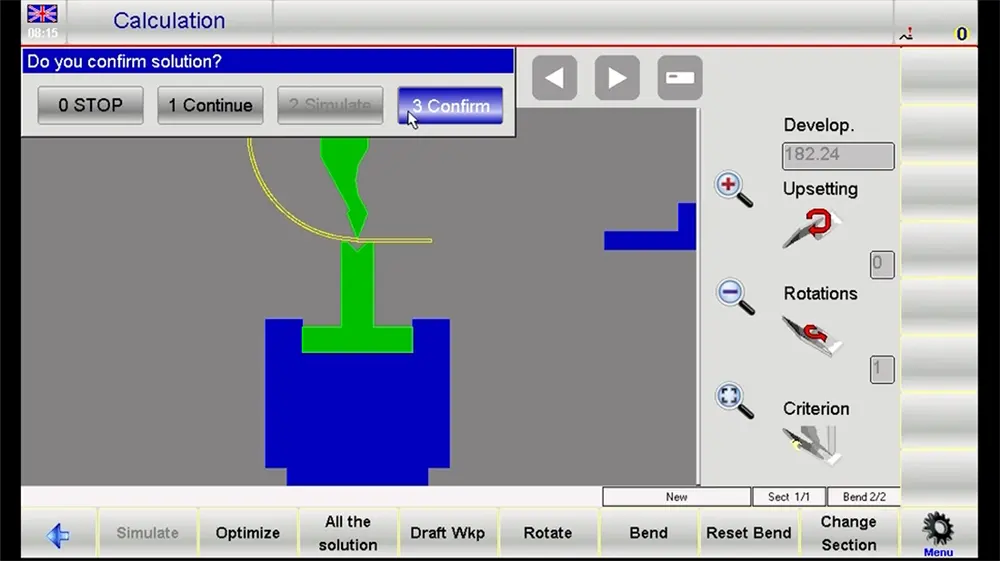
- Simuler et vérifier le programme
Exécutez la simulation avant d’envoyer la tâche à la machine. C’est l’une des étapes les plus précieuses du flux de travail du frein à pression ESA S860. La simulation aide l’opérateur à vérifier si la séquence est logique, si l’orientation de la pièce est correcte, et si une interférence peut apparaître lors du pliage.
Lors de la révision, Assurez-vous de ce qui suit:
• Continuité de l’arc sur toute la zone de courbure
• Collisions possibles entre outillages et pièces
• L’ajustement de la jauge arrière (Si applicable) dans la séquence
• Déplacement excessif ou déplacements qui peuvent ne pas être réalistes
• Consistance du dessin versus de la forme finale
Si besoin, Revenez aux étapes précédentes, et effectuer des ajustements aux incréments de courbure ou aux valeurs de compensation.
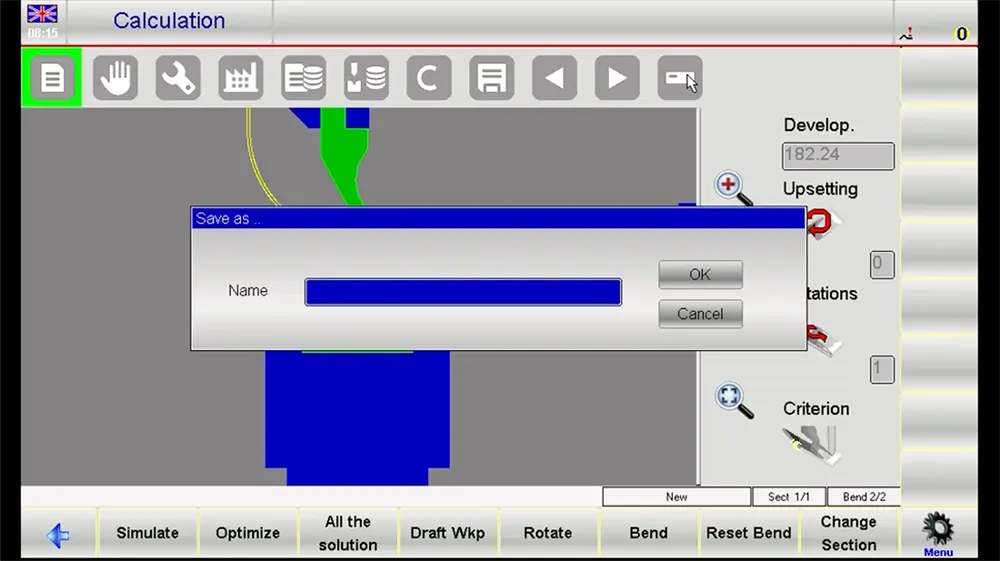
- Sauvegarder et se préparer à la production
Une fois la simulation confirmée, Sauvegardez le programme avec un nom de pièce clair et identifiable ainsi qu’une révision. Suite à cela, passer en mode opération et se préparer pour une première exécution de pièce. L’opérateur doit également confirmer que les outils sont installés, Le matériau est aligné, et la machine est prête à fonctionner avant la formation.
Étapes détaillées fou Programmation numérique oF THAT S860
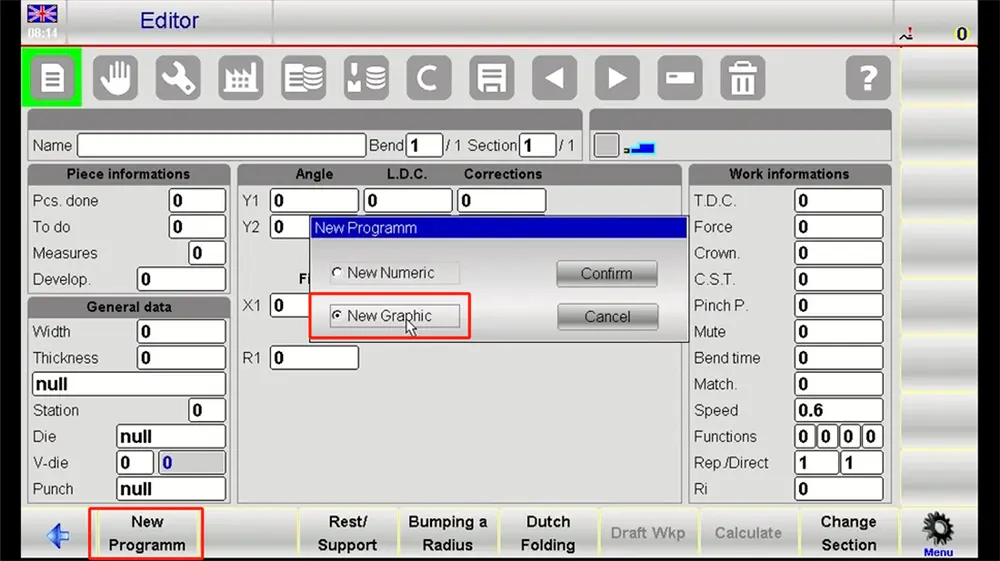
• Créer un nouveau programme
En mode numérique, commencez par créer un nouveau fichier de programme. Entrez un nom de programme pratique qui aide à la récupération future. Cette méthode est utile pour les opérateurs qui préfèrent la saisie directe des paramètres ou qui doivent construire un travail à partir de données dimensionnelles plutôt qu’à partir d’un profil dessiné.
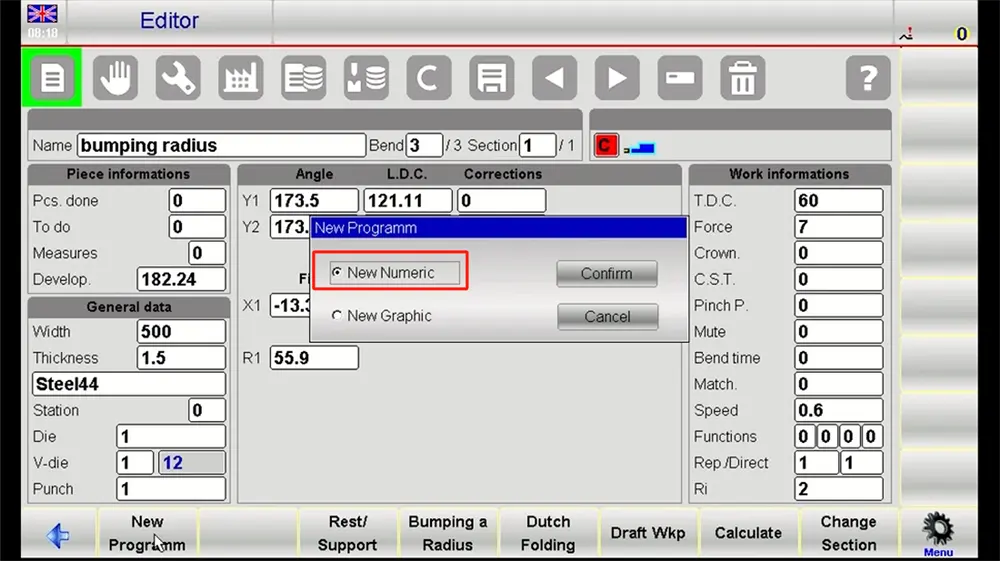
Pour les applications à grand rayon, Définissez le type de travail de manière à refléter la méthode de formage réelle utilisée.
• Saisie des données matérielles
Saisir le type de matériau, épaisseur, et les valeurs de correction pertinentes. C’est la base du programme. Si le matériau a une tendance connue à reculer, La compensation doit être incluse tôt plutôt que laissée pour des ajustements répétés sur la machine.
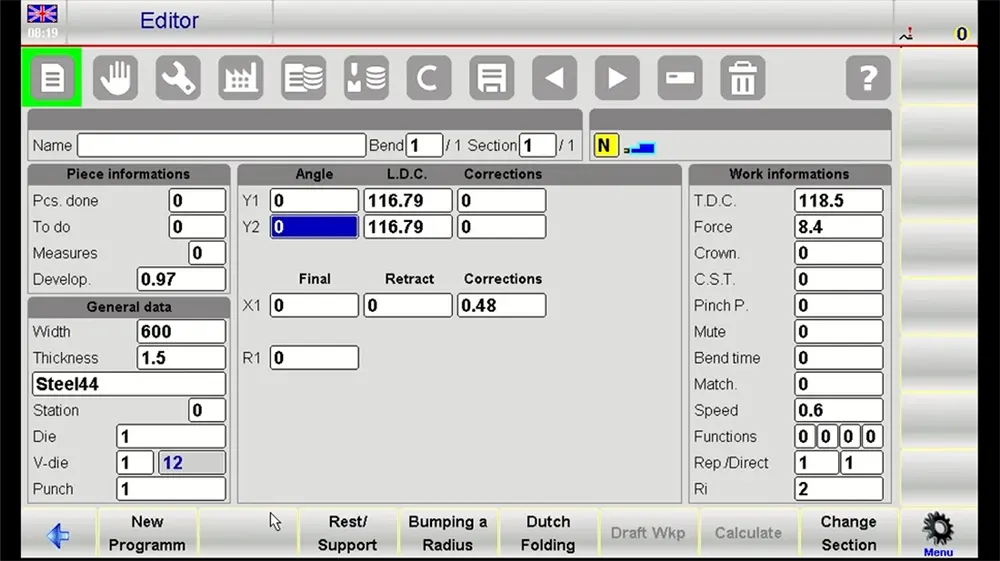
• Définir les principaux paramètres de flexion
Prochain, Entrée des données de l’arc central. Cela inclut généralement le rayon de la cible, Angle total de flexion, et longueur effective de flexion. Ces valeurs doivent correspondre aux exigences techniques de dessin et de procédé.
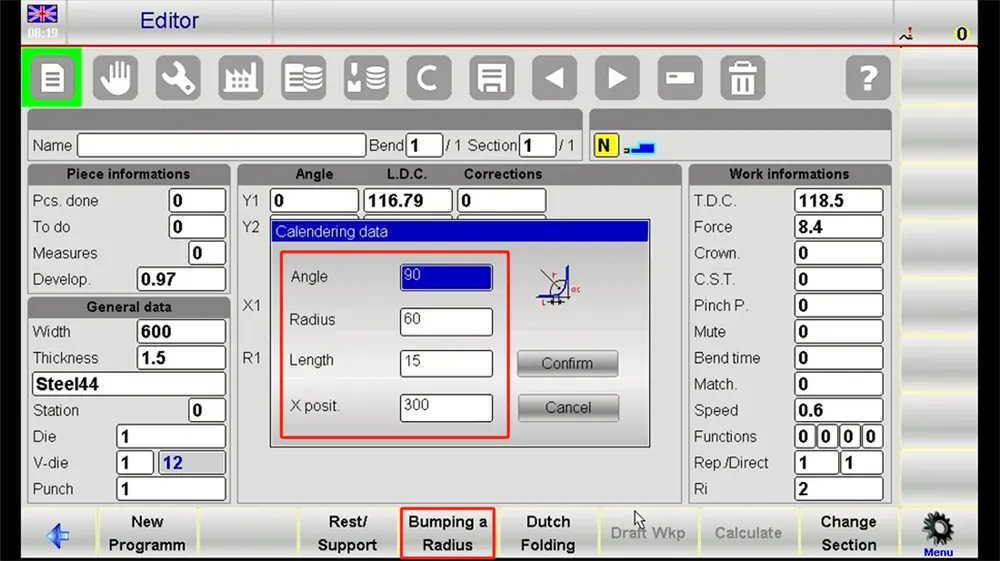
Le frein à pression ESA S860 utilise ces informations pour structurer la logique numérique du travail. La précision ici affecte directement la qualité de la progression de courbure générée.
• Définir les étapes de flexion
Divisez l’arc de grand rayon en étapes de formation individuelles. La courbe peut également être formée par une séquence d’incréments d’angle mesurés combinés à des distances d’avance associées. La quantité de pas dépendra de facteurs tels que la taille du rayon, Sélection des matériaux, épaisseur, et la norme de qualité de surface.
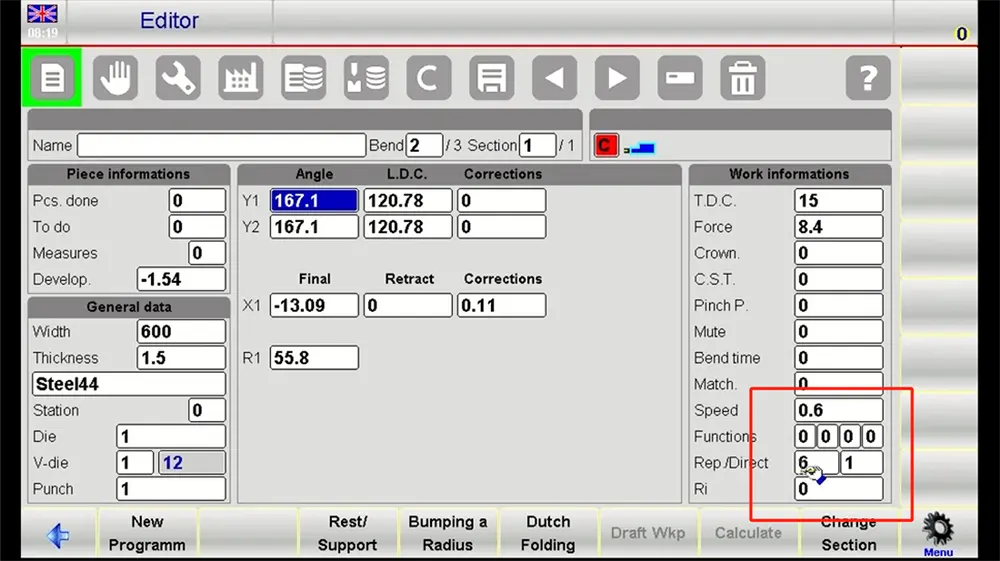
Un meilleur résultat à grand rayon provient généralement d’une planification équilibrée par étapes plutôt que d’une correction excessive après le début de la production.
• Simuler et optimiser
Utilisez à nouveau la fonction de simulation du contrôle pour revoir le programme numérique. Gardez à l’esprit le réalisme et les questions de continuité. Si la machine a des difficultés à exécuter certaines étapes, Laissez la simulation tourner avant de passer au frein à pression, et, en cas de mauvaise continuité d’arc, ajustez avant de passer à autre chose.
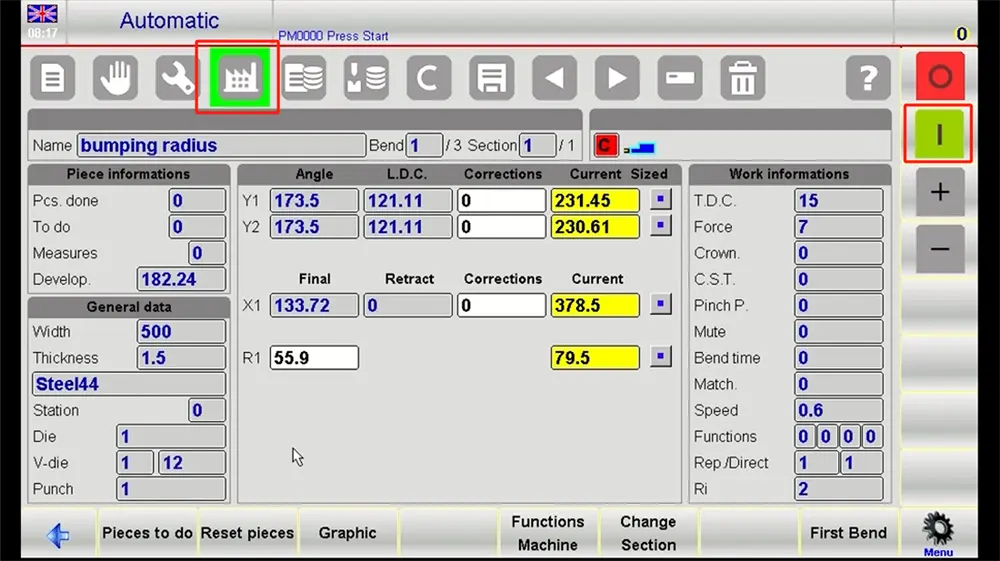
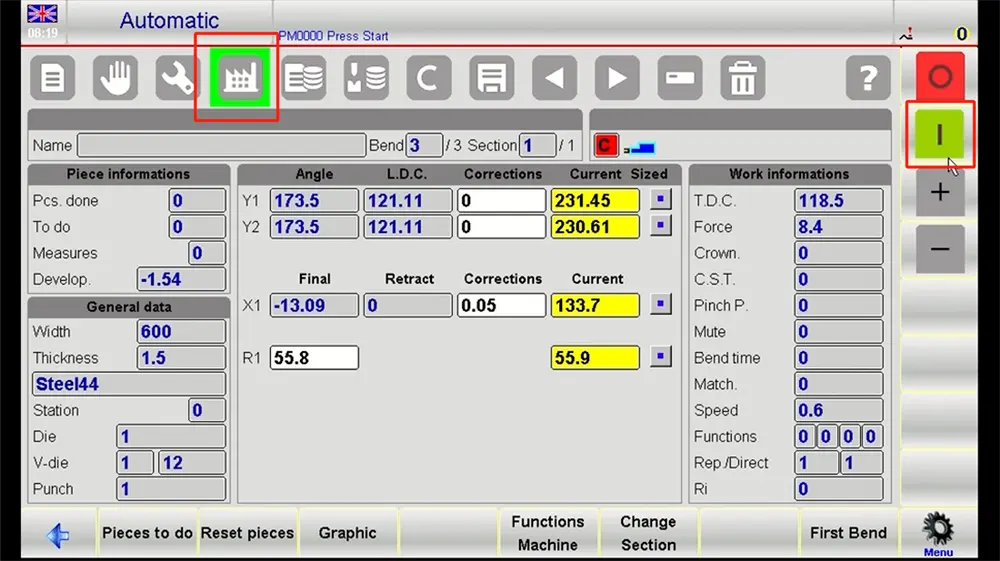
• Sauvegarder et exécuter
Une fois que vous avez vérifié le programme numérique, Vous devez sauvegarder le programme dans la bibliothèque de programmes de la machine. Ensuite, passez en mode opération et préparez la première pièce d’essai. Mesurez soigneusement l’arc formé et comparez-le avec la valeur cible. De petits ajustements peuvent encore être nécessaires, mais un programme ESA S860 bien construit devrait réduire la quantité de corrections nécessaires sur le terrain.
Conclusion
Le frein à pression ESA S860 offre aux fabricants une plateforme pratique et professionnelle pour gérer la courbure à grand rayon par programmation graphique et numérique. Pour les utilisateurs de JS RAGOS, Sa valeur réside dans la programmation structurée, Vérification plus claire, et un meilleur contrôle des nombreuses variables qui affectent la qualité de l’arc.
Lorsque les opérateurs suivent un processus discipliné — création de profil, Entrée matérielle, Génération de séquences, simulation, et la validation de première partie — ils peuvent améliorer la cohérence, Réduire le temps de configuration perdu, et obtenir des résultats d’arc plus fluides. Dans la production réelle, cela compte bien plus que simplement terminer un programme. Il supporte une performance de flexion reproductible, Flux de travail plus efficace, et une base plus solide pour un travail de fabrication exigeant.