








Многоосевой пресс-тормоз с ЧПУ: Разбивка осей для лучшей точности
Многоосевой пресс-тормоз с ЧПУ — это сложный металлообрабатывающий станок, использующий независимый, Компьютерно управляемые пути движения для автоматизации сложных последовательностей изгибов. Координируя раму, Задняя колея, и системы венки, Эти машины исключают ручные настройки и обеспечивают высокую повторяемость для сложных листовых металлических деталей.
Что вы сможете управлять с помощью многоосевой системы:
- Точная глубина: Контролируйте точный угол каждого поворота.
- Вертикальное позиционирование: Управляйте разной высотой кристаллов и "Z" Формы.
- Боковое движение пальцев: Автоматически регулируйте разные ширины деталей.
- Гибкость: Обрабатывайте асимметричные детали и сужающиеся фланцы.
- Плоскость: Компенсировать машинное отклонение в реальном времени.
Что такое многоосевой пресс-тормоз с ЧПУ?
In the 2026 fabrication landscape, a "Многоосевые" Пресс-тормоз относится к любой системе, которая управляет более чем стандартными тремя движениями. В то время как традиционные торсионные тормоза опирались на механические остановки и ручное запуск, современная многоосевая система ЧПУ использует высокоскоростную гидравллику и энкодеры для позиционирования каждого компонента в пределах микронов.
Например, Ручной тормоз требует от оператора физического перемещения заднего датчика на каждую разную длину фланца. В отличие от этого, многоосевая система ЧПУ может выполнять последовательность из шести различных изгибов в одном непрерывном потоке, при этом задний датчик меняет позицию в миллисекундах между штрихами. Этот переход от "Северная Каролина" (Численное управление) к "Многоосевой ЧПУ" представляет собой переход от базового складывания под углом 90 градусов к высокой скорости, Сложное производство деталей.
Тем "Большая тройка" Основные оси (И, X, R)
Каждый проект точности начинается с этих фундаментальных движений. Понимание того, как они взаимодействуют, — первый шаг к освоению отдачи от инвестиций машин.
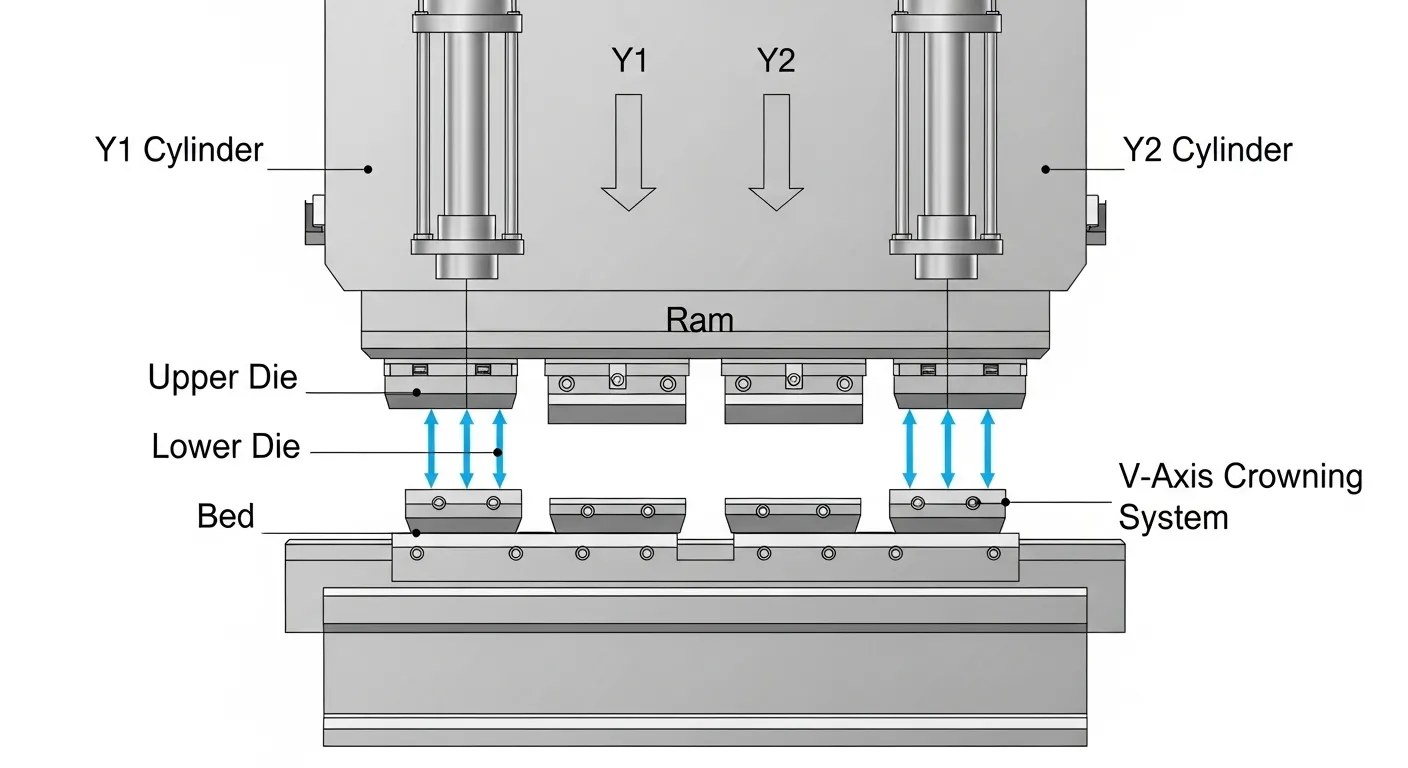
Y1 & Y2 (Баран): Почему два?
Большинство премиальных машин являются "Поглаживание вниз," где верхняя балка движется к столу. Вместо одной оси Y, Использование качественных машин Y1 и Y2. Они представляют собой левый и правый гидравлические цилиндры.
- Почему это важно: Независимое управление позволяет ЧПУ компенсировать, если пучок начинает наклоняться. Это также позволяет делать намеренное "Сужание"—где одна сторона изгиба немного глубже другой для специализированных конусообразных деталей.
Ось X (Задней шкала): Контроль глубины
Ось X смещает пальцы задней колеи к или от него. Это определяет длину вашего фланца.
- Почему это важно: Без оси X высокой скорости, Достичь единообразных размеров на 50-серийном цикле практически невозможно. Продвинутые системы могут даже включать X1 и X2 для независимого контроля глубины на наклонных деталях.
Ось R (Высота): Вертикальное движение
Ось R управляет вертикальной высотой пальцев заднего калибра.
- Почему это важно: Если вы формируете "Z" формировать или использовать "multi-V" The (Кубик с разными размерами отверстия), Задний датчик должен двигаться вверх или вниз, чтобы преодолеть предыдущий изгиб или соответствовать новой высоте кристалла.
- Распространённая ошибка: Покупка машины без оси R и попытка "Шим" Пальцы заднего датчика вручную. Это теряет часы производственного времени и создаёт значительные риски безопасности.
Продвинутые оси: When 4-Axis Isn't Enough
По мере того как части становятся сложнее, Дополнительные топоры становятся необходимостью, а не роскошью. В то время как вы можете узнать основы в нашем руководстве по 4-осевой пресс-тормоз с ЧПУ: Что можно построить с ним, Магазины с большим объёмом часто требуют больше.
З1 & Z2 (Боковое движение): Ширина мастеринга
Оси Z1 и Z2 позволяют пальцам заднего датчика двигаться влево и вправо по всей длине машины.
- Бенефис: Если вы сгибаете кронштейн 100 мм, а затем лист 1000 мм, пальцы автоматически раздвигаются, чтобы поддерживать более широкий материал.
- Пример: Изготовление раковины из нержавеющей стали с четырьмя разными длинами сторон; Z-оси перемещают пальцы к оптимальным точкам поддержки для каждой стороны.
V-ось (Коронация): Исключение "Эффект лодки"
Когда длинный лист согнут, центр машины естественным образом отклоняется вверх, из-за того, что середина изгиба шире, чем концы (тем "Эффект лодки"). Тем Ось V управляет механической или гидравлической системой коронки в нижнем столе.
- Бенефис: Это "До кривых" стол идеально отражает отклонение тарана, обеспечивая угол 90 градусов по всей длине детали длиной 3 или 4 метра.
4-оси против. 6-Axis vs. 8-Axis: Матрица решений по возврату инвестиций
Выбор правильной конфигурации полностью зависит от вашего ассортимента продукции.
| Сложность деталей | Рекомендуемая конфигурация | Основное преимущество |
| Simple brackets / 90° bends | 3 or 4-Axis (Y1, Y2, X, R) | Низкая стоимость, Высокая скорость для базовых курсов. |
| Коробки, Корпуса, Разные ширины | 6-Axis (Y1, Y2, X, R, З1, Z2) | Нет ручной настройки пальцев. |
| Комплекс, Асимметричные кастомные детали | 8-Axis+ (Добавляет X1, Х2, Р1, Р2) | Автоматизация максимальной настройки. |
Распространённая ошибка с возвратом инвестиций: Операторы часто чрезмерно вкладывают средства в тоннаж, но недостаточно в оси. A 100-ton 8-axis machine will often out-produce a 200-ton 3-axis machine because the setup time is reduced by up to 45% (Требуется проверка).
E-E-A-T: Точные стандарты и сигналы доверия
В JSRAGOS, Мы измеряем точность по микрону. При оценке многоосевых систем, Всегда проверяйте следующее:
- Разрешение энкодера: Ensure the Y-axis has a resolution of at least 0.005 мм.
- Стандарты безопасности: Все многоосевые движения должны контролироваться лазерными системами безопасности (Например, LazerSafe или DSP) для защиты оператора во время высокоскоростных переходов.
- Реальные данные: 8-axis machines can reduce total part cycle time by approximately 30% compared to 4-axis models (Требуется проверка).
Вопросы и ответы: Понимание осей пресс-тормозов
Ось R перемещает пальцы обратного калибра вертикально (Вверх и вниз). Это важно для очистки материала во время "Z" Сгибание или для настройки на разную высоту кристалла во время многофункциональной установки.
Да, Четырёхосная машина может изгибать коробки, Но вам придётся вручную двигать пальцы Backgauge (Ось z) для разных ширин. Шестосевой станок значительно быстрее для производства коробок, так как автоматизирует это боковое перемещение.
Двойные оси Y позволяют ЧПУ независимо управлять левым и правым цилиндрами. Это гарантирует, что рама остаётся идеально ровной, даже если заготовка смещена по центру, и это позволяет делать намеренное "Наклон" для сужающихся деталей.
Для большинства общих конструкций, 4 axes (Y1, Y2, X, R) являются минимальными требованиями. Если вы справляетесь с высоким миксом с частыми изменениями в настройках, 6 or 8 axes are recommended to maintain profitability.
V-образная ось относится к системе компенсации коронки. Он регулирует нижнюю платформу машины, чтобы предотвратить "Поклон" в центре длинных частей, обеспечивая стабильный угол от конца до конца.
Обычно, Нет. CNC axes are integrated into the machine's controller and mechanical frame. Почти всегда выгоднее купить необходимые топоры заранее, чем пытаться их модернизировать.
Заключение
The number of axes on your CNC press brake directly dictates your shop's versatility. В то время как четырёхосная машина — это рабочая лошадка для стандартного изготовления, moving to a 6 or 8-axis system is the most effective way to slash setup times and tackle the complex, Части с высокой маржей, которые конкуренты отказывают.