








Cómo realizar la instalación de herramientas con un controlador de delem de freno de presión
Tengo problemas con la configuración de las herramientas en un freno de presión? Una entrada incorrecta en el control puede ralentizar la producción, Precisión de afectación de la curvatura, y crear reestructuraciones innecesarias. Esta guía explica cómo realizar la instalación de herramientas de forma clara, Método práctico.
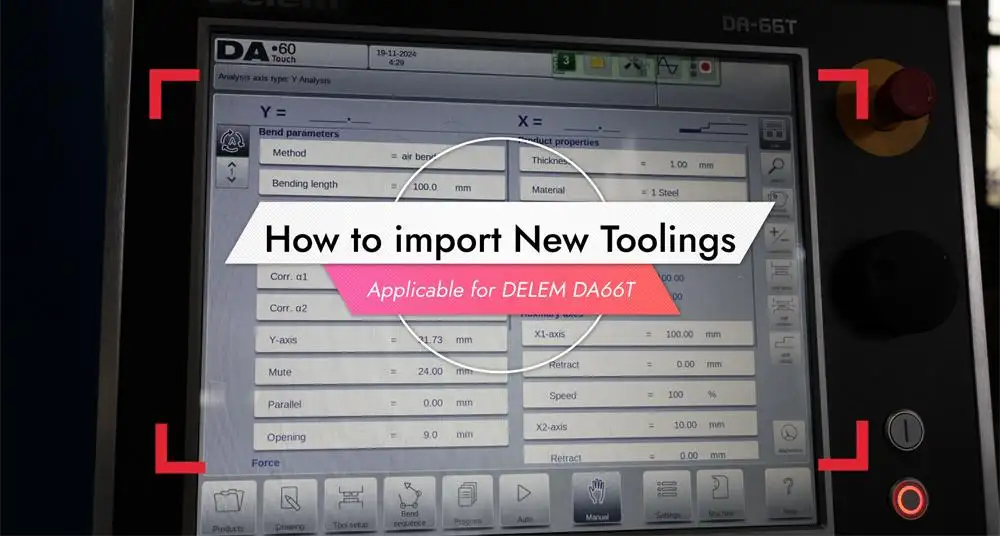
En este artículo, JS RAGOS explica el proceso básico de configurar los golpes y muertes con un controlador de Delem de Freno de Presión. El objetivo es mantener la secuencia cerca de la práctica real del taller: Entra primero en la herramienta superior, revisa y finaliza el perfil de la herramienta, Luego añade el troquel inferior. Para operadores que son nuevos en los controles Delem, o para equipos que quieren una rutina de configuración más limpia, Este proceso ayuda a reducir errores y mejorar la coherencia en la planta.
Introducción a la instalación de herramientas del controlador de Delem de freno de presión
Un controlador Delem de freno de presión moderno hace más que almacenar programas de flexión. También ayuda al operador a construir una biblioteca de herramientas precisa, Define geometría de punzonador y matriz, y asegúrate de que la máquina entienda qué está montado en el freno de presión.
Cuando los datos de la herramienta se introducen correctamente, El controlador puede calcular las posiciones de flexión de forma más fiable, Soporte una programación más fluida, y reducir el riesgo de errores de configuración. Ya sea que vayas a reemplazar una herramienta existente, Añadiendo un nuevo puñetazo, o preparar un nuevo troquel para la producción, La lógica de instalación se mantiene en gran medida igual: Mida con cuidado, Introduce los valores correctos, revisa la geometría, y guardar la herramienta correctamente.
Esta guía sigue ese mismo camino para que el proceso de configuración sea más fácil de repetir en el funcionamiento diario.
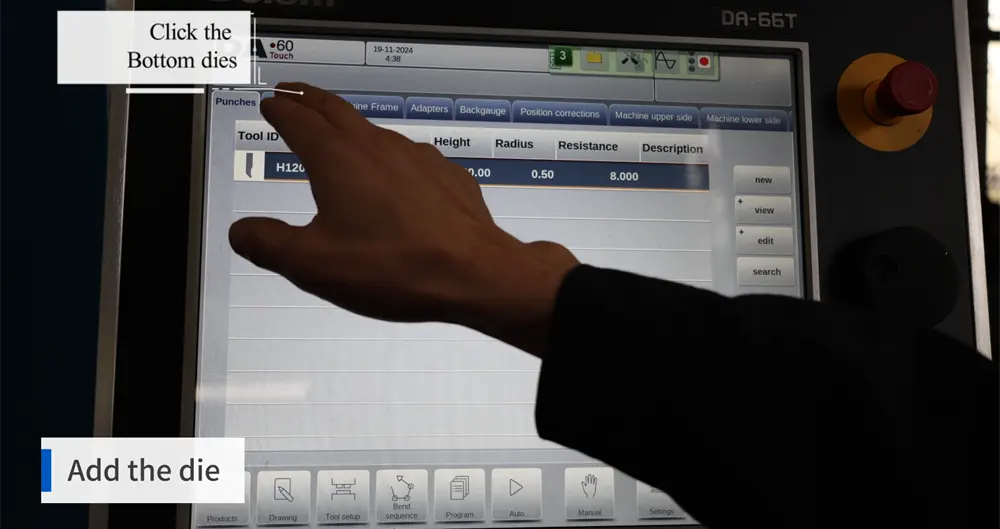
Paso 1: Suma los golpes
La primera etapa es añadir la herramienta superior, o puñetazo. Ya que el punzón afecta directamente al ángulo de flexión, Penetración, y calidad de conformado, debe introducirse con cuidado.
1. Selecciona el "Añadir Nuevo" Opción
Empieza desde la zona de herramientas del controlador. Abre la página de configuración del punzón y elige la opción para añadir una nueva herramienta. Esto crea un nuevo registro donde los datos del perforador pueden introducirse manualmente.
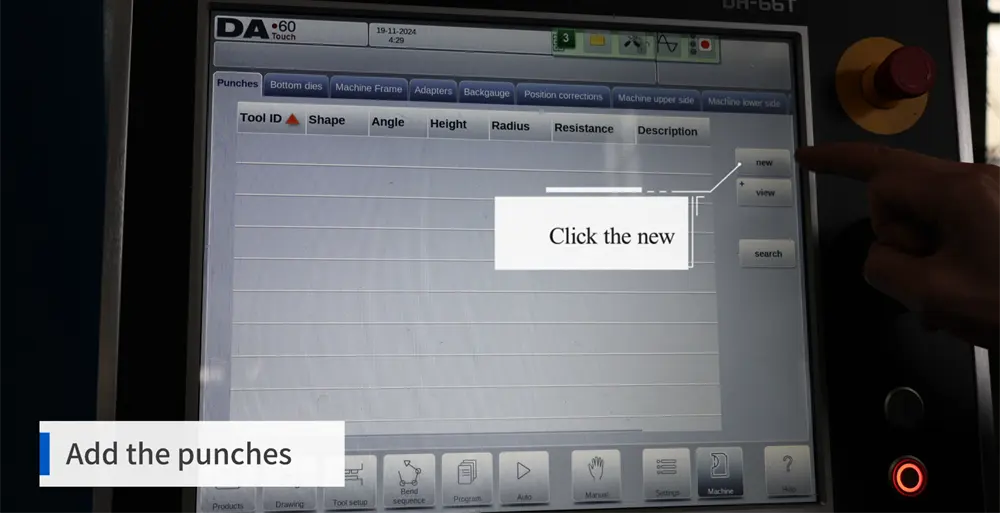
En esta etapa, El controlador está esperando la información básica de la herramienta. Es mejor empezar con una entrada nueva y limpia que sobrescribir una antigua que pueda contener dimensiones incorrectas.
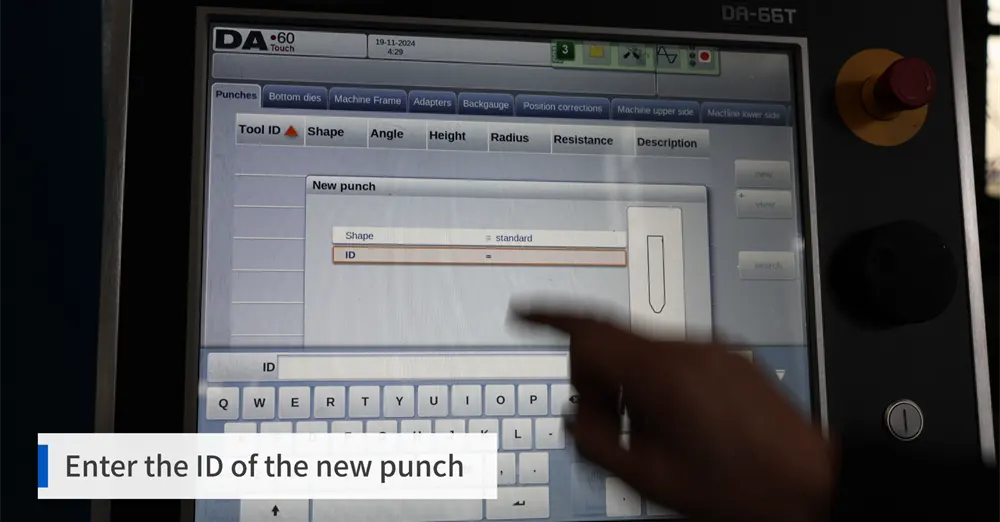
2. Introduce el nombre del punzón
Escribe un nombre o identificador claro para el punzón en el controlador. Hacer esto puede parecer una tarea sencilla, pero, Puede ser muy útil cuando hay muchos perfiles de perforación guardados en una sola máquina. Un nombre puede ayudarse a seleccionar uno rápidamente y así mejorar la fiabilidad.
Algunas ideas para la denominación incluyen:
•Tipo de herramienta
• Ángulo de trabajo
•Radio
• Identificador de longitud o serie
Utilizar un sistema de nombres claro puede ayudar a los operadores a evitar errores cuando el mismo trabajo debe hacerse repetidamente, y cuándo hay que reemplazar las herramientas.
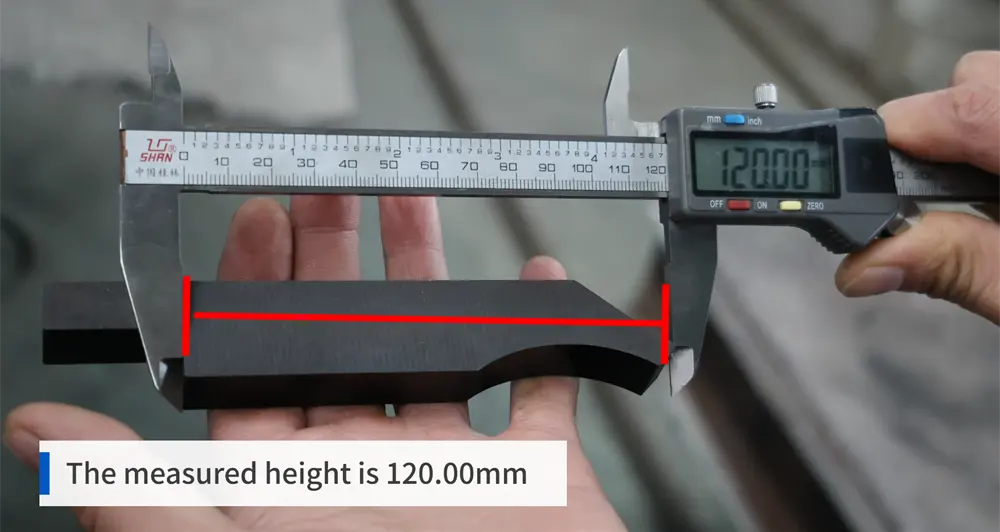
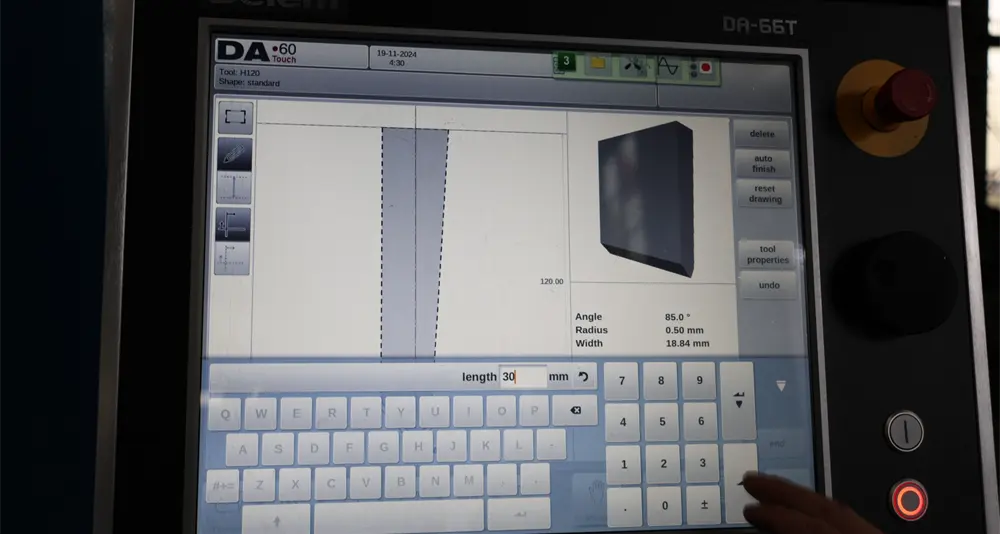
3. Mide la altura del punzón
Ahora, Toma una medida de la altura del punzón usando un calibrador u otro dispositivo de medición de precisión. Para este ejemplo, La altura del punzón es 120.00 milímetro.
Esta medición es crucial porque determina cómo el controlador calculará la posición de trabajo y la alineación de la herramienta. Si esto se mide incorrectamente, Es probable que la primera prueba de configuración muestre errores significativos.
4. Introduce la altura del punzón
Una vez verificada la altura, Introducirlo en el controlador. En este ejemplo, La altura del puñón será 120.00 milímetro.
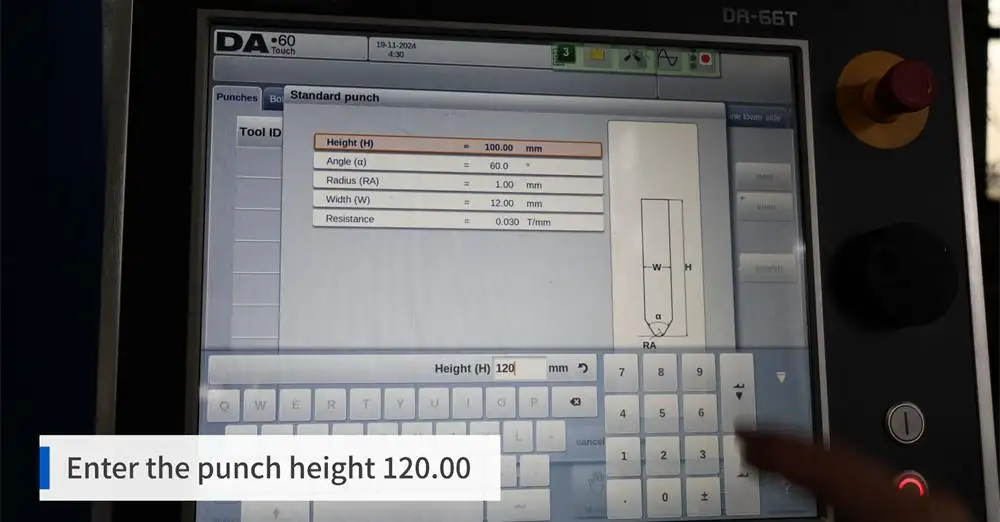
Si esto se introduce correctamente, El sistema puede incluir esta información en su lógica para su configuración, Lo que le permite posicionar el registro de herramientas.
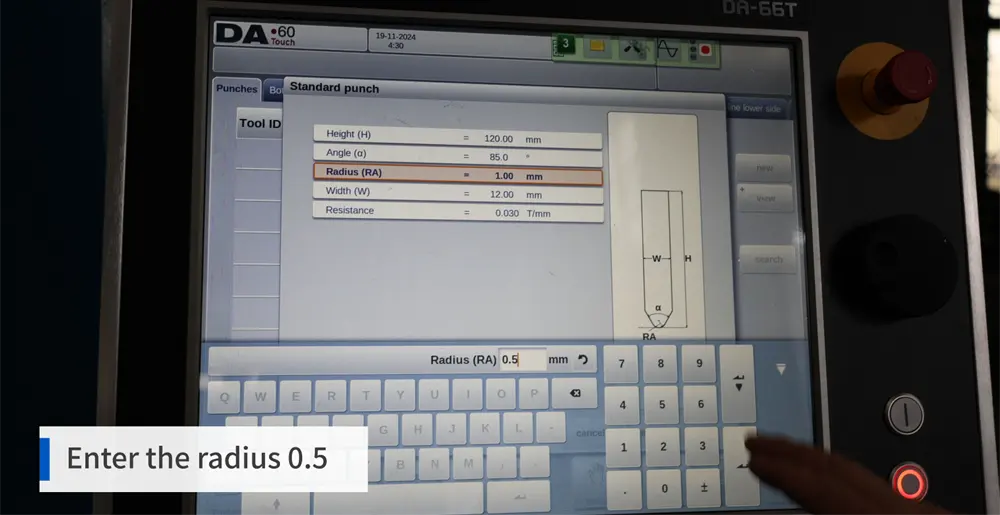
5. Mide e introduce el ángulo y radio de la ranura
Para calcular esto, También hay que medir el ángulo del punzón y el radio. En este ejemplo:
• Ángulo de ranura: 85°
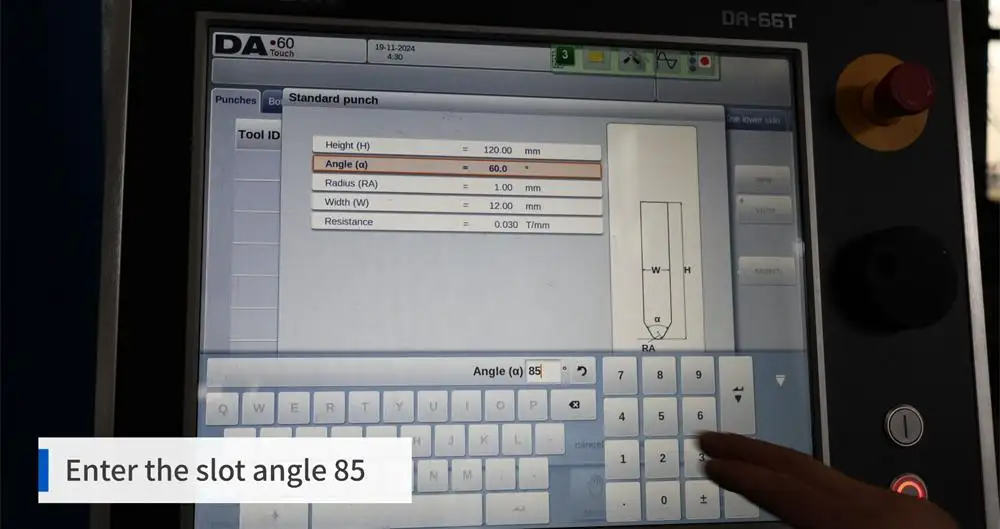
• Radio: 0.5 milímetro
Si alguno de estos valores es incorrecto, entonces el control no tendrá la geometría de punzonamiento correcta, Y la flexión programada no será la misma que la curvatura real que tendrá la pieza.
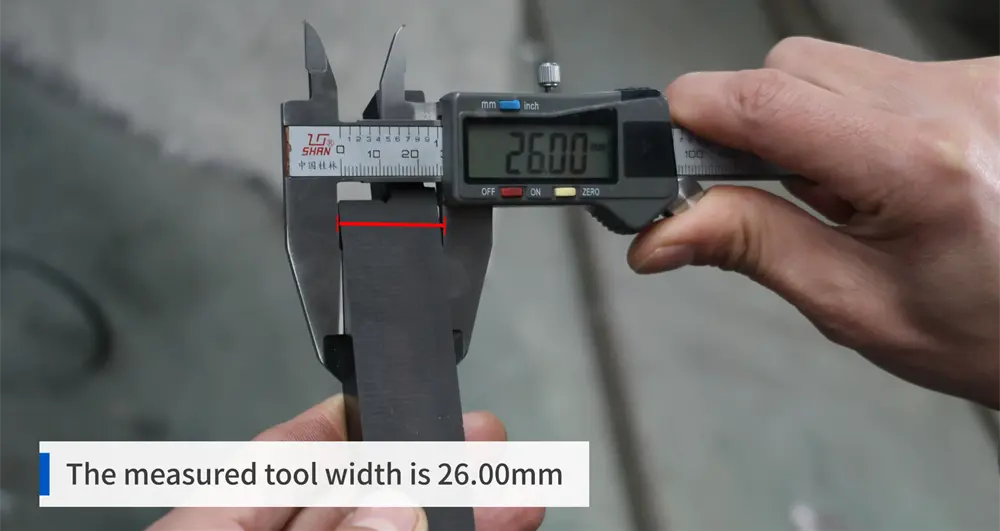
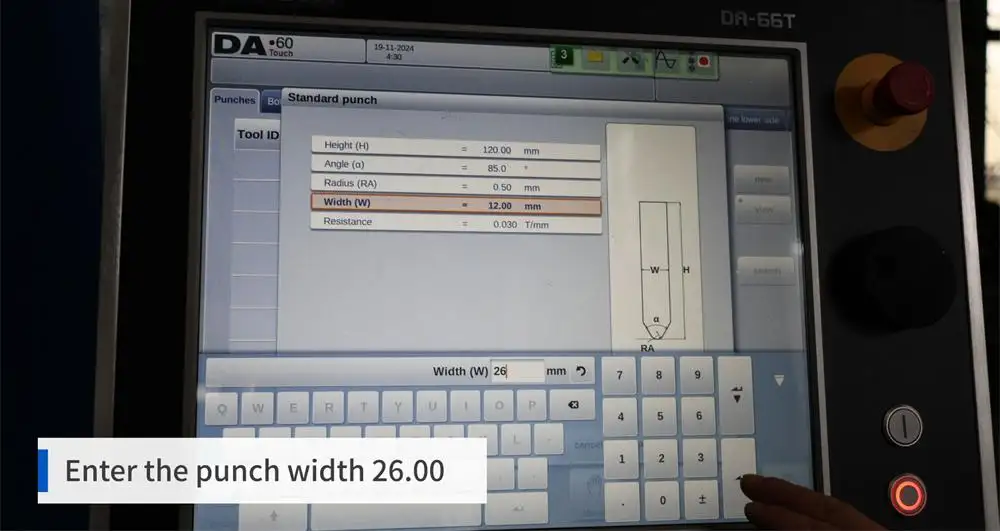
6. Ancho de perforación de grabación
En este caso, El ancho de punzón es 26.00 milímetro.
Introduce estos datos en el controlador. Ya que el ancho es un componente del perfil completo del punzón, siempre debe basarse en la medición real.
7. Ajustes de resistencia a los punzones
Aquí, El valor de resistencia al puñón está establecido en 8.
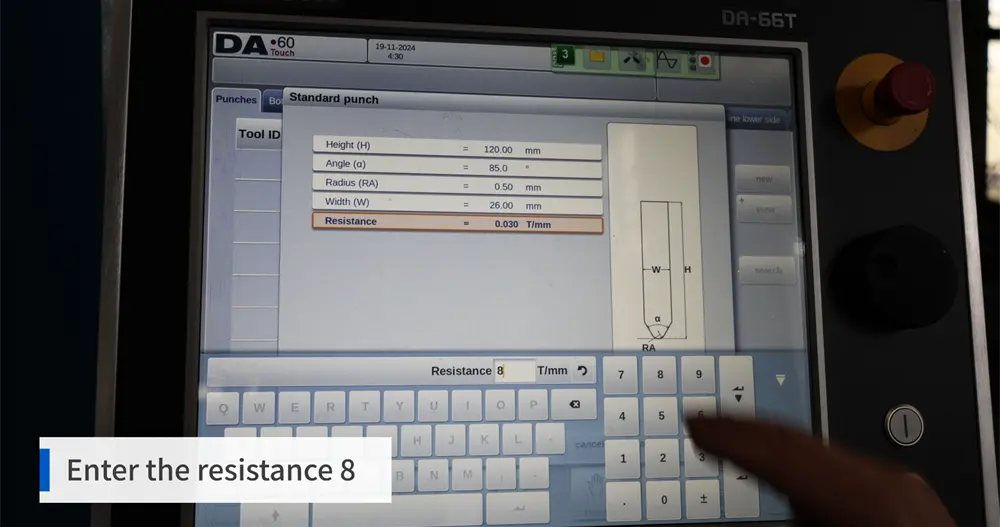
Este campo está diseñado para acomodar la estructura de datos de herramientas establecida por el sistema. Aunque las operaciones variables tienden a caracterizar este parámetro de forma distinta, La clave es garantizar la uniformidad en toda la base de datos de herramientas.
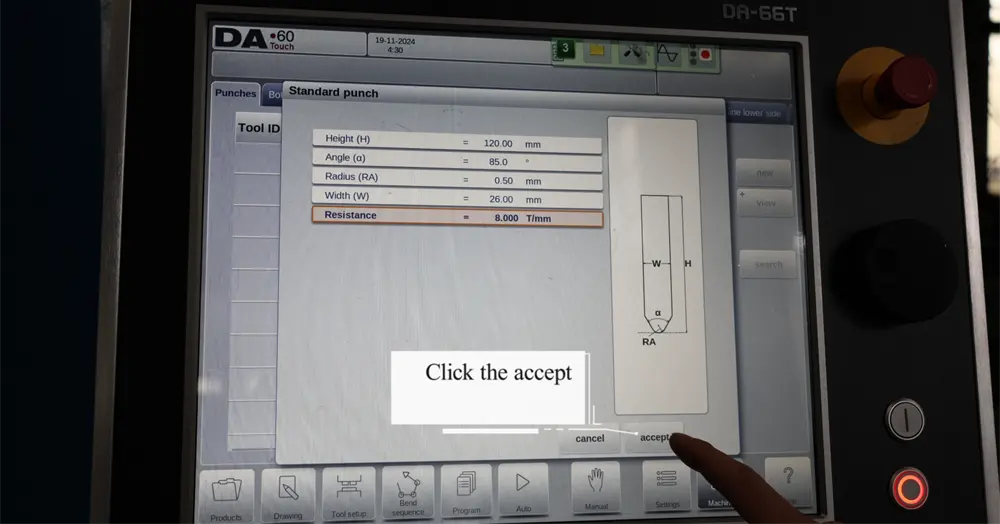
8. Confirmar y guardar
Antes de continuar, Asegúrate de haber registrado con precisión los datos de la perforación. Confirma el nombre, Altura, ángulo, Radio, Ancho, y resistencia. Tras revisar y confirmar todas las inscripciones, Finaliza la configuración y guárdala. El punzón estará disponible en la biblioteca de herramientas para los próximos programas.
Paso 2: Completando la configuración de herramientas
Con el puñetazo añadido, El siguiente paso es terminar el dibujo del perfil y hacer los ajustes geométricos necesarios.
1. Mide todas las longitudes
Toma cada medida de longitud de perfil necesaria para el dibujo. Mientras que usar valores precisos permitirá al controlador representar la herramienta con precisión y, en última instancia, mejorar la calidad de la configuración, Valores menos que precisos tendrán el efecto contrario.
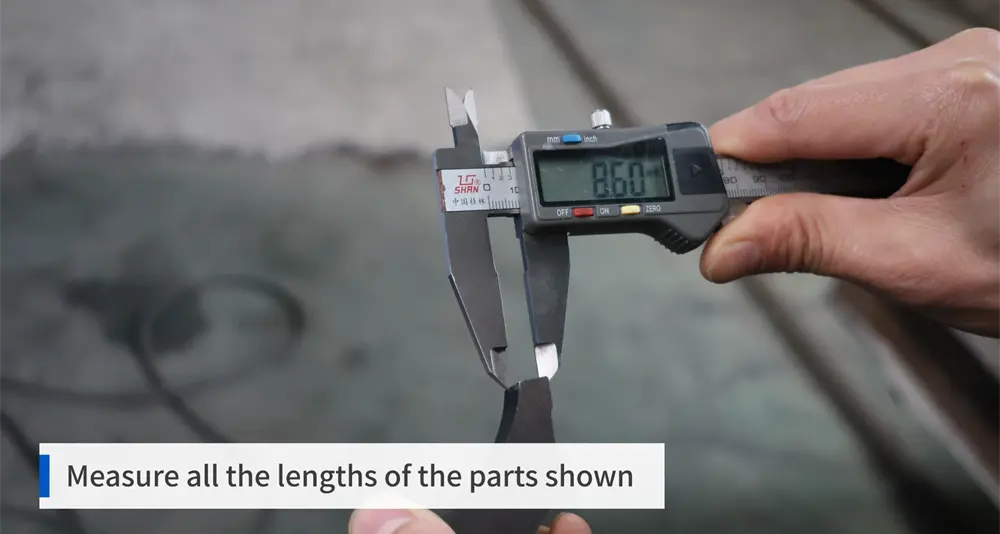
Para este ejemplo, Las longitudes medidas son:
•8,6 mm
•30 mm
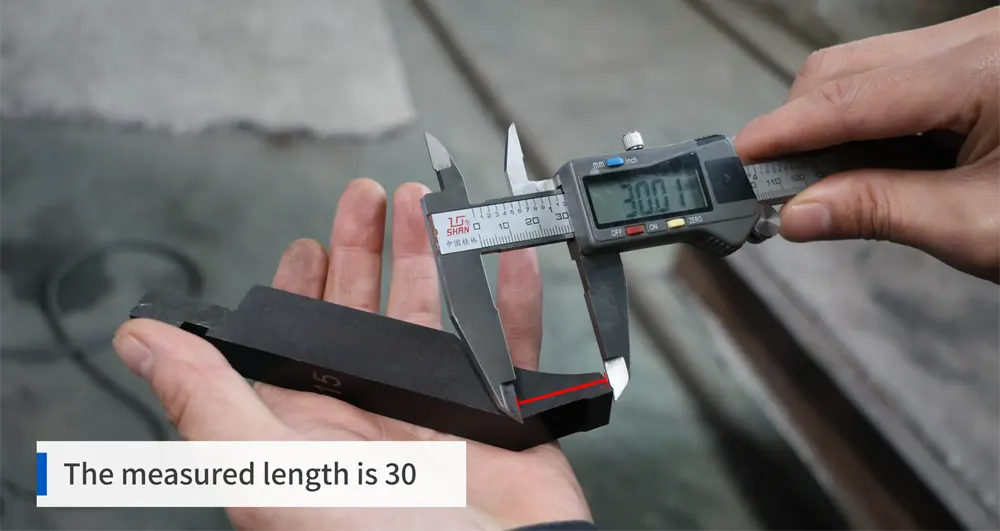
•46 mm
Estas mediciones deben tomarse directamente desde la herramienta.
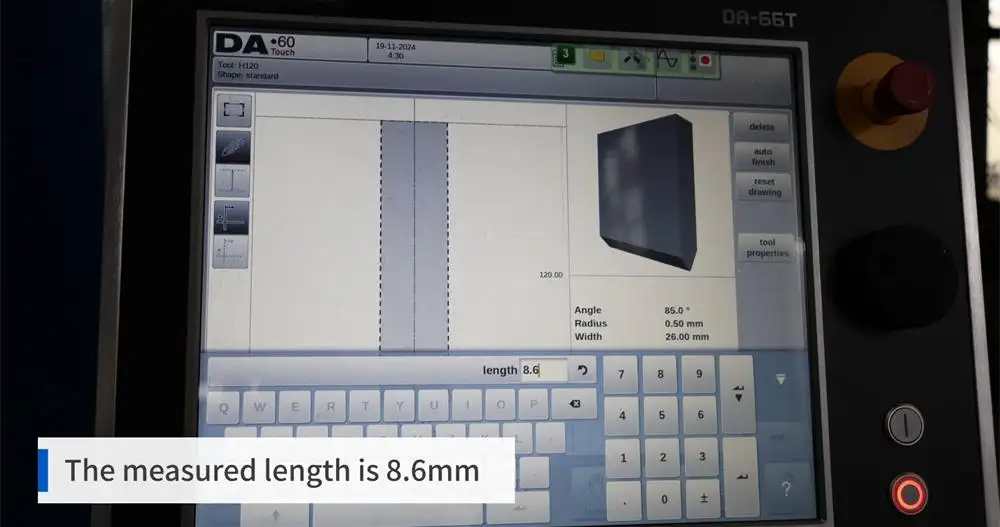
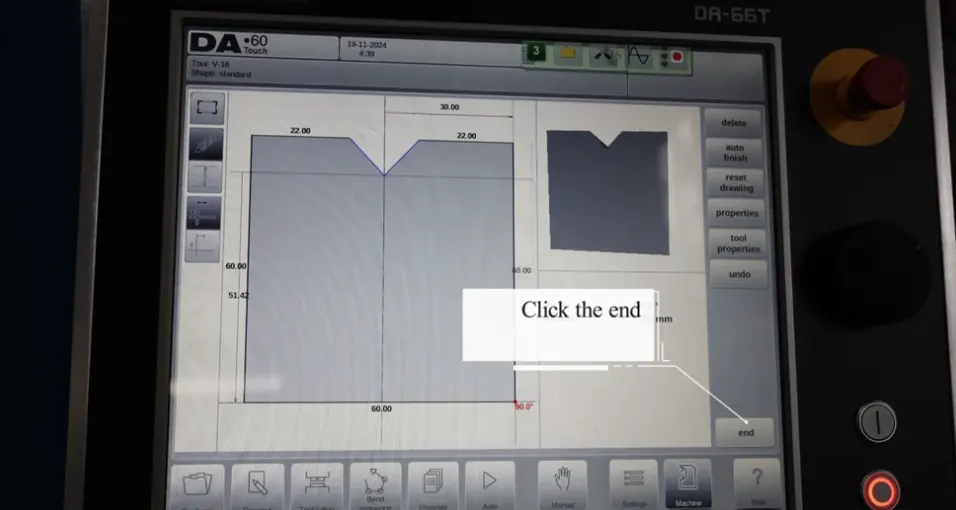
2. Comienza el dibujo de herramientas
Usando las longitudes medidas, Dibuja el perfil de la herramienta dentro del controlador. Esto permite al sistema obtener la información geométrica del punzón necesaria para completar la representación.
El dibujo debe ser sencillo, limpio, y precisa. Cada punto debe representar el perfil real, no algo aproximado.
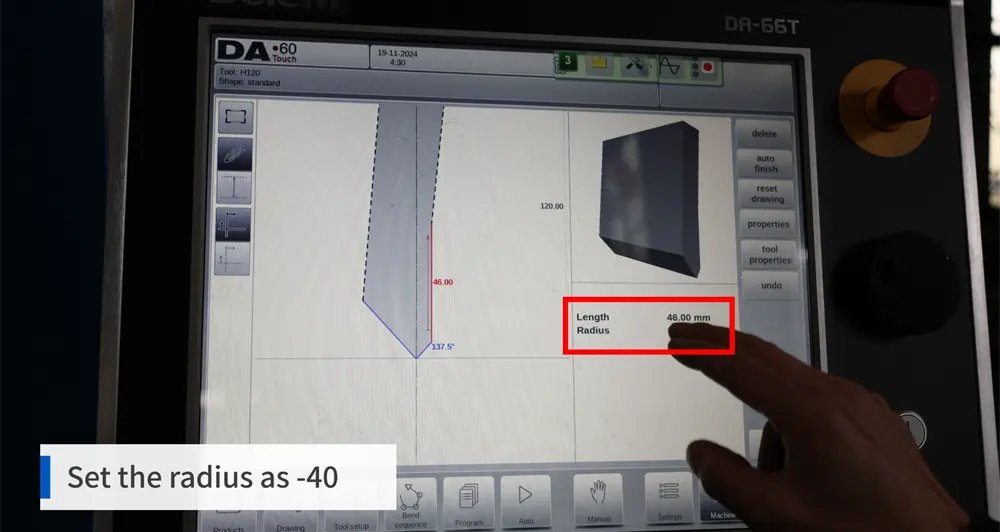
3. Radio selecto
Ahora, Introduce el radio que quieres usar para tu dibujo. En la imagen se muestra como -40 milímetro.
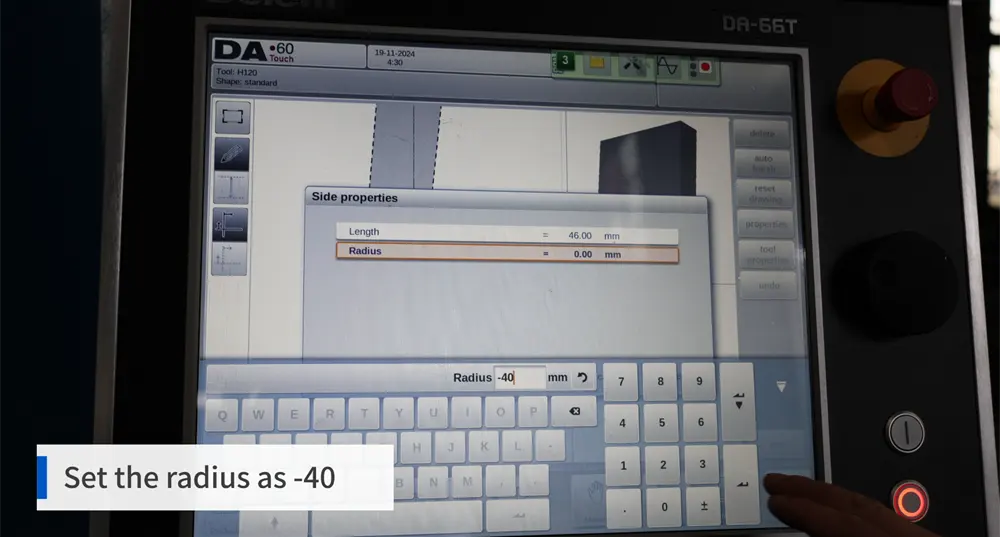
Teniendo en cuenta el impacto que este valor tendría en el perfil definido, Es recomendable inscribirse, confirmar, y luego continuar.
Por el impacto que los ajustes al radio tienen en el perfil, Este valor es un determinante crítico.
Si el valor no se introduce correctamente, La representación de las herramientas que se están modelando puede no corresponder a las herramientas reales.
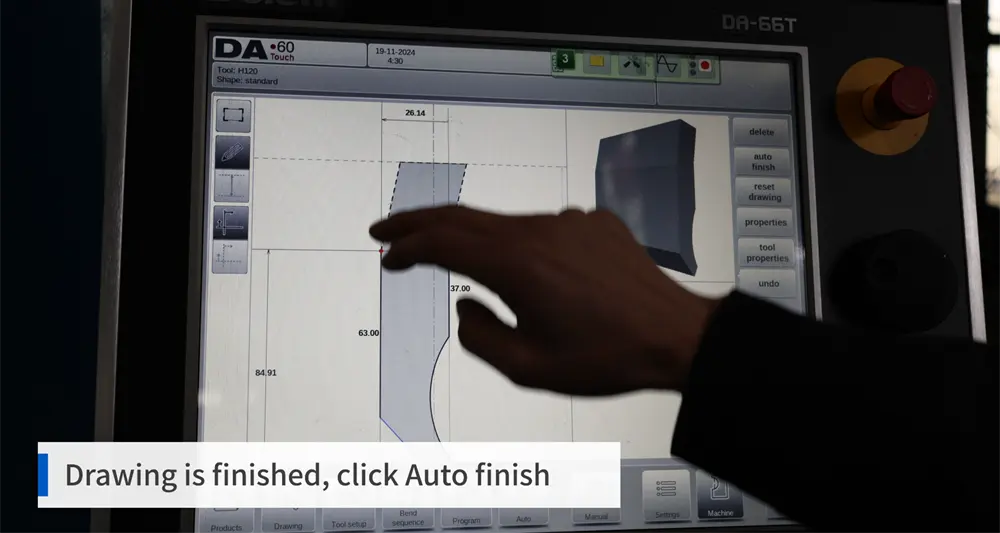
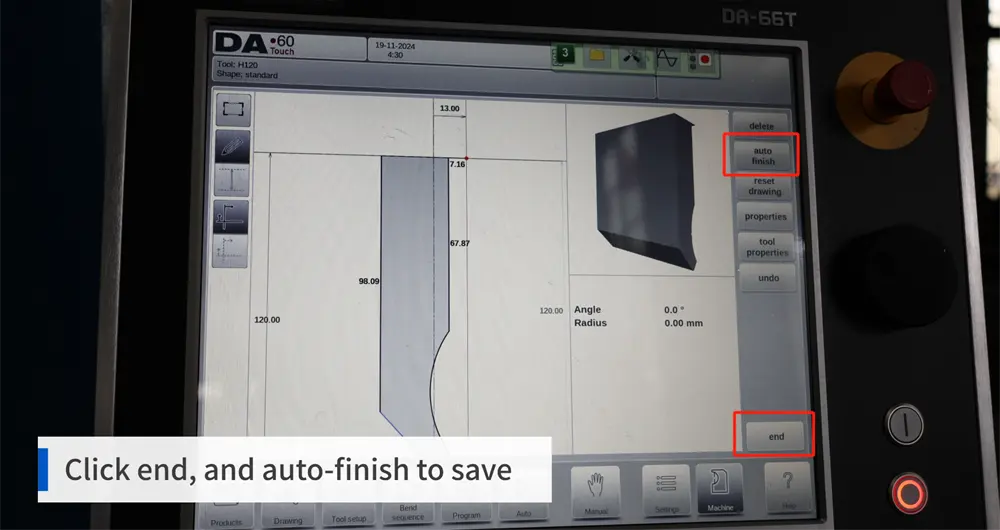
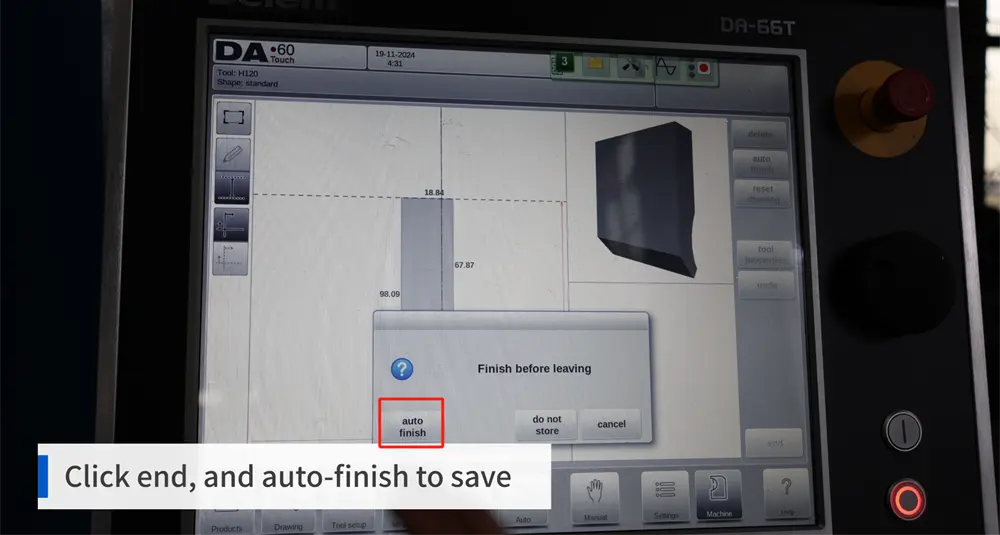
4. Guardar y terminar el dibujo
Una vez que hayas completado el dibujo, usar el controlador para ejecutar una acción de finalización como Auto Finish para completar el perfil de la herramienta y luego recuerda guardar.
Deberías tener una geometría de herramienta completada en el controlador, que también debería ser útil para futuras comprobaciones y para reutilizar el registro de herramientas.
5. Dejar claro los puntos innecesarios
Antes de confirmar, No olvides eliminar cualquier punto o segmento innecesario del dibujo. Tener demasiados puntos puede hacer que un perfil parezca demasiado cargado y dificultará futuras ediciones.
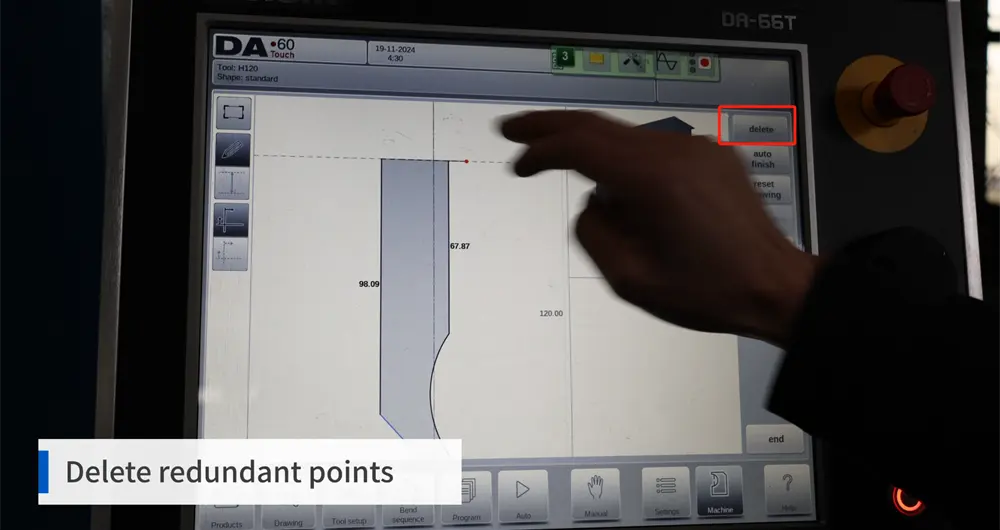
Un perfil saturado es más difícil de verificar, más difícil de manipular, y en última instancia es, menos deseable para un sistema de organización de herramientas.
Ahora que esto está completo, La configuración para el punzón se almacena en el sistema.
Paso 3: Añadir el dado (Moho inferior)
El último paso es introducir la herramienta inferior, o morir. El dado es tan importante como el punzón, ya que influirá en el ángulo de curvatura, Ancho de apertura, y la respuesta del material durante el proceso de conformado.
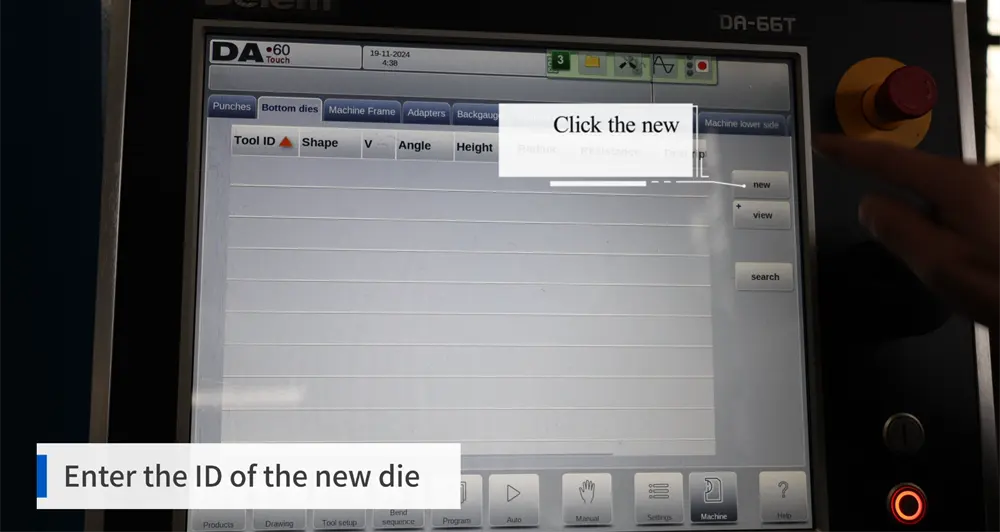
1. Elige 'Añadir nuevo' para los troqueles
En la sección de configuración del chip del controlador, Puedes crear un nuevo registro para un dado. Esto te llevará a una nueva página de entrada con los datos de moho más bajos.
En cuanto al puñetazo, Empezar con un archivo de herramienta nuevo y claramente definido también es una buena idea.
2. Introducir el nombre
Asigna al dado un ID o nombre apropiado. La convención de nombres debería ser la misma que la de la biblioteca de perforadores, Por lo tanto, es fácil para los operadores identificar la herramienta adecuada para ellos durante la preparación.
3. El tamaño
Toma cuidadosamente las medidas del troquel. Ejemplo:
• El ancho: 60 milímetro
• Altura del troquel: 60 milímetro
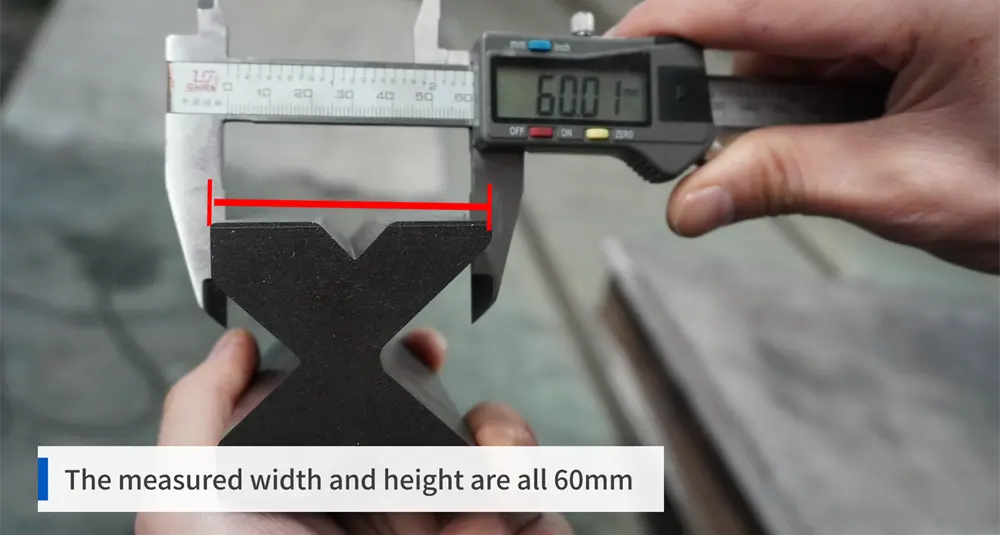
Esto formará las medidas básicas del cuerpo del registro del troquel.
4. Aquí entra el tamaño del troquel
Asegúrate de introducir ambos 60 Valores de mm en el controlador. Así es como el sistema almacenará el tamaño real del troquel para que pueda usarse en el cálculo y visualización de herramientas.
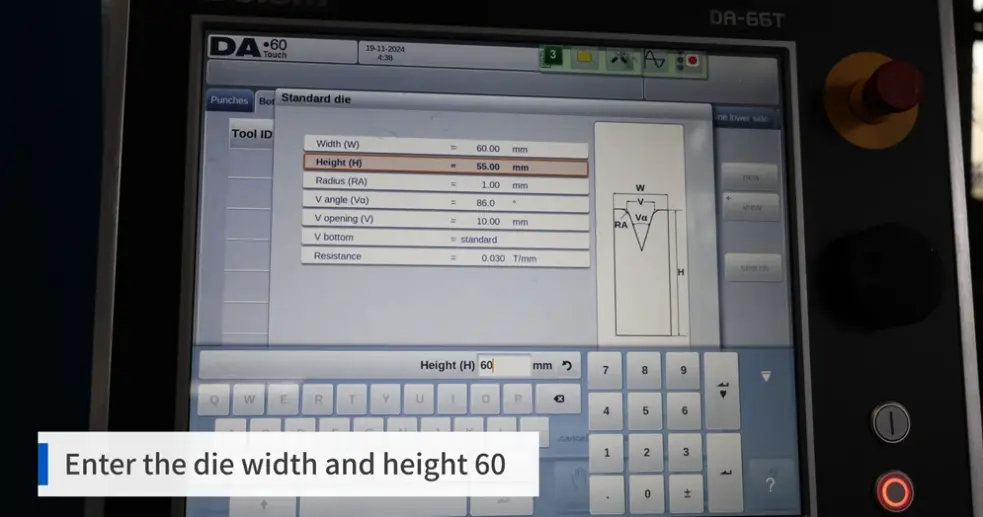
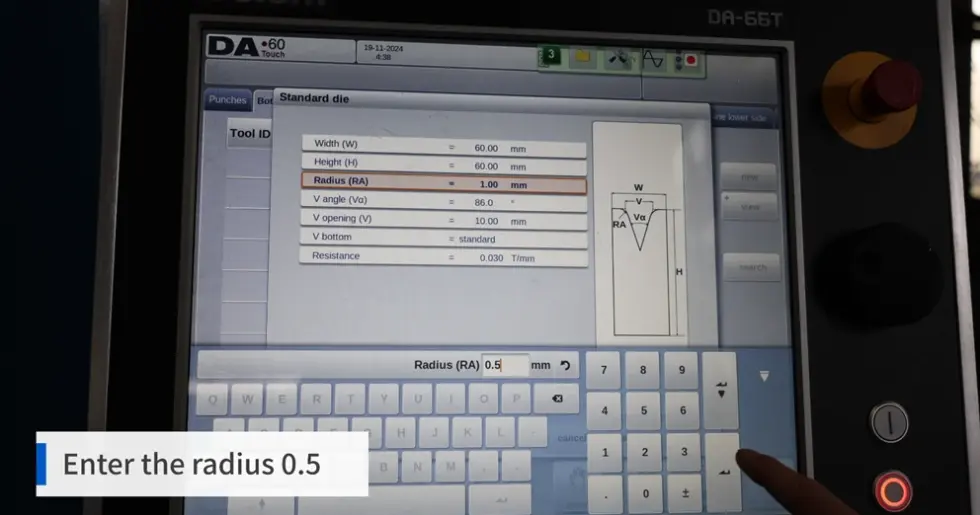
5. Entra en escena el ángulo y radio de ranura
Ahora introduce el ángulo y radio del dado. Por ejemplo:
• Ángulo de ranura: 86°
• Radio: 0.5 milímetro
Estos valores deben coincidir con la herramienta real que se está utilizando, como con los datos del punzón.
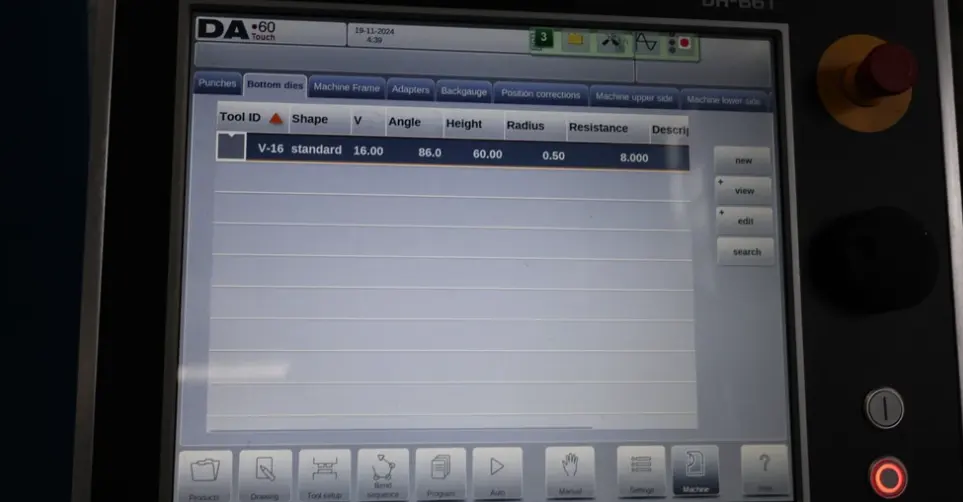
6. Medición y entrada del ancho de ranura
El ancho de ranura del troquel es 16 milímetro. Mide eso, y introduce el valor en el sistema.

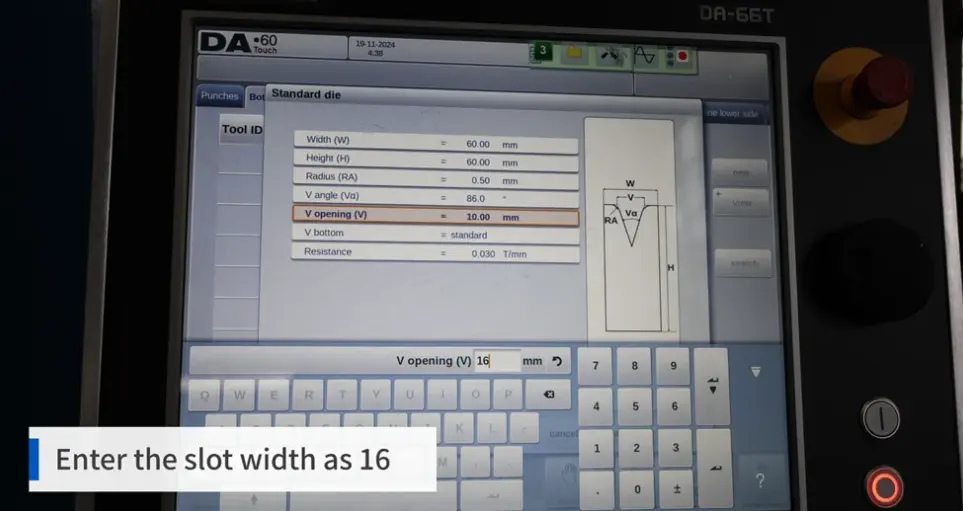
Porque el ancho de la abertura del troquel está directamente relacionado con el comportamiento de flexión y la calidad de la pieza, Este es un campo vital para cubrir.
7. Entrada de resistencia al troquel
Registrar el valor de la resistencia del troquel. En este caso, también es 8.
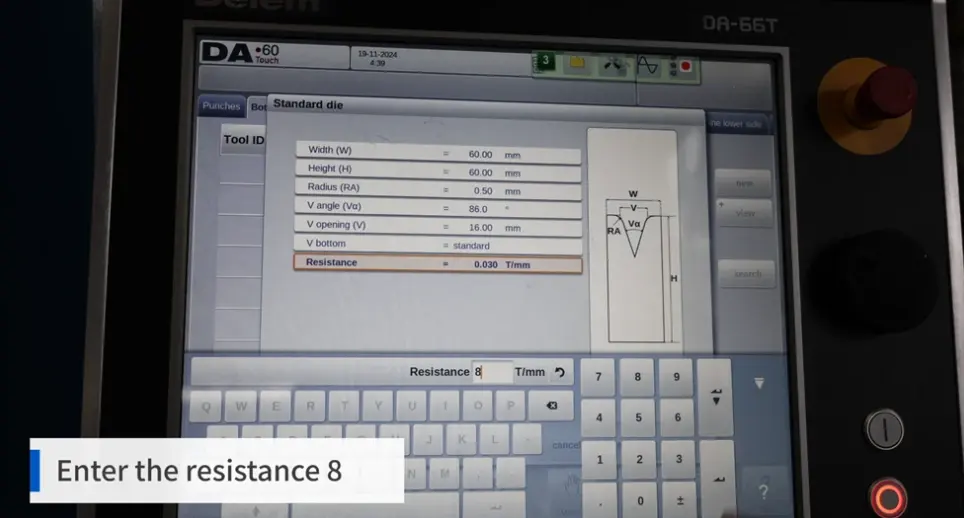
Aplicar el valor correcto ayuda a garantizar que el archivo de herramientas permanezca completo y coincida con las prácticas de datos de herramientas del taller.
8. Guardar y finalizar
Asegúrate de verificar la entrada completa del troquel antes de finalizar y guardarla. Cuando las dimensiones, ángulo, Radio, Ancho de ranura, y la resistencia son correctas, Guardar el perfil del dado.
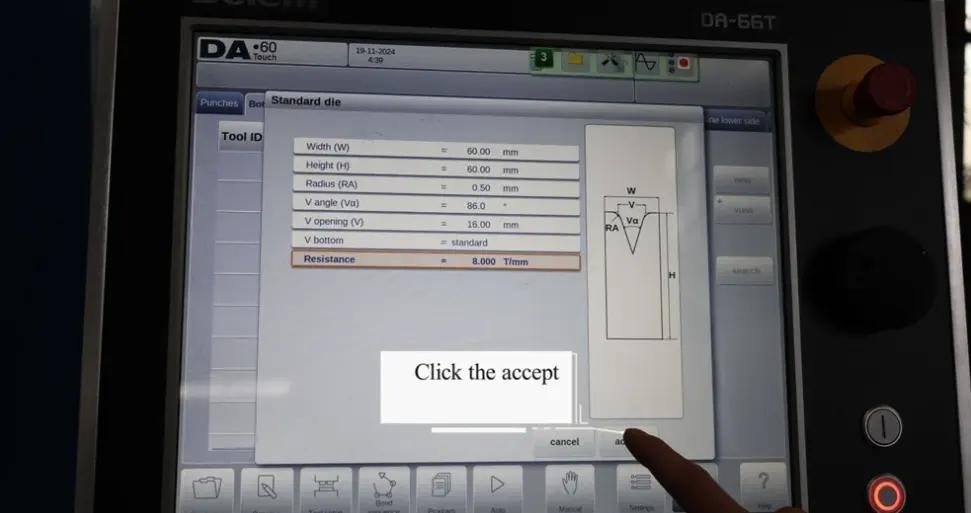
A estas alturas, La herramienta inferior estará en el controlador y podrá programarse o ponerse en producción.
Conclusión
Siguiendo este proceso, los operadores pueden construir una biblioteca de herramientas más precisa dentro de un controlador de frenos de presión y hacer que la configuración diaria sea más fiable. La clave no es la velocidad al principio. La clave es la medición correcta, Entrada correcta, y una revisión final limpia.
Para JS RAGOS, La flexión estable comienza mucho antes de que el RAM se mueva. Empieza por cómo se definen los punzones y los dados en el control. Cuando los datos de herramientas se introducen correctamente, La máquina se vuelve más fácil de programar, Más fácil de repetir, y más fácil de confiar en la producción.