








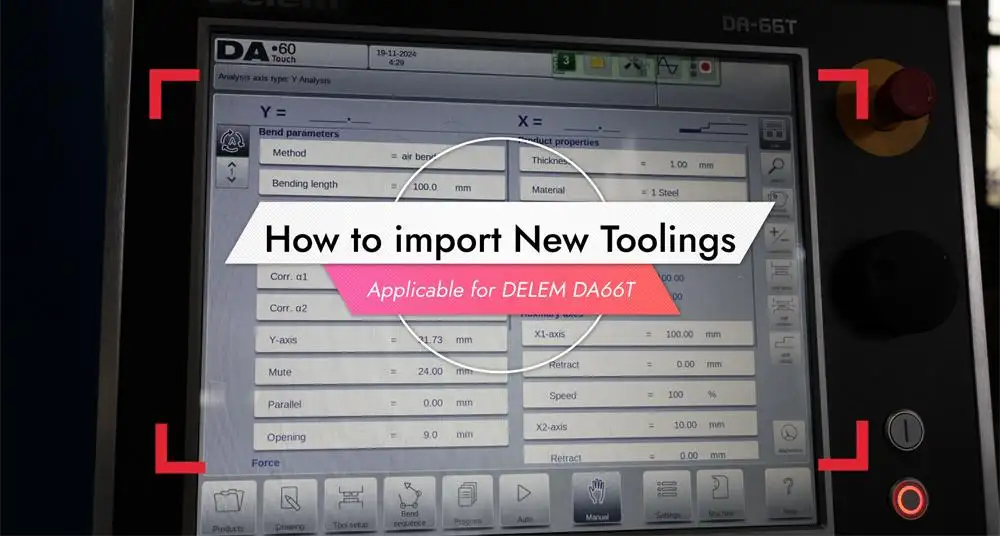
Comment effectuer l’installation d’outillages avec un contrôleur Delem à frein à pression
Problème avec la configuration des outillages sur un frein à pression? Une mauvaise entrée dans le contrôle peut ralentir la production, Affect la précision de la flexion, et créer des remaniements inutiles. Ce guide explique comment réaliser l’installation des outils de manière claire, Méthode pratique.
Dans cet article, JS RAGOS explique le processus de base pour configurer les punches and dies avec un contrôleur presse à frein. L’objectif est de garder la séquence proche de la vraie pratique de l’atelier: Passez d’abord à l’outil supérieur, Examiner et finaliser le profil de l’outil, Puis ajoutez la puce inférieure. Pour les opérateurs débutants dans les contrôles Delem, ou pour les équipes qui veulent une routine de configuration plus propre, Ce processus aide à réduire les erreurs et à améliorer la cohérence sur le sol.
Introduction à l’installation des outils du contrôleur Delem du frein à pression
Un contrôleur Delem à frein à pression moderne fait plus que stocker des programmes de flexion. Cela aide également l’opérateur à construire une bibliothèque d’outils précise, Définir la géométrie du poinçonnage et de la matrice, Et assurez-vous que la machine comprend ce qui est monté sur le frein à pression.
Lorsque les données d’outillage sont saisies correctement, Le contrôleur peut calculer les positions de flexion de manière plus fiable, Soutenir une programmation plus fluide, et réduire le risque d’erreurs de configuration. Que vous remplaciez un outil existant, Ajout d’un nouveau punch, ou la préparation d’une nouvelle matrice pour la production, La logique d’installation reste globalement la même: Mesurez soigneusement, Entrez les valeurs correctes, Passez en revue la géométrie, et sauvegarder l’outil correctement.
Ce guide suit ce même chemin, ce qui facilite la répétition du processus de mise en place au quotidien.
Pas 1: Ajoutez les coups de poing
La première étape consiste à ajouter l’outil supérieur, ou punch. Puisque le poinçon affecte directement l’angle de flexion, Pénétration, et qualité de formage, Il faut y entrer avec soin.
1. Sélectionnez le "Ajouter du nouveau" Option
Partez de la zone d’outillage du contrôleur. Ouvrez la page de configuration du punch et choisissez l’option pour ajouter un nouvel outil. Cela crée un nouvel enregistrement où les données de perforation peuvent être saisies manuellement.
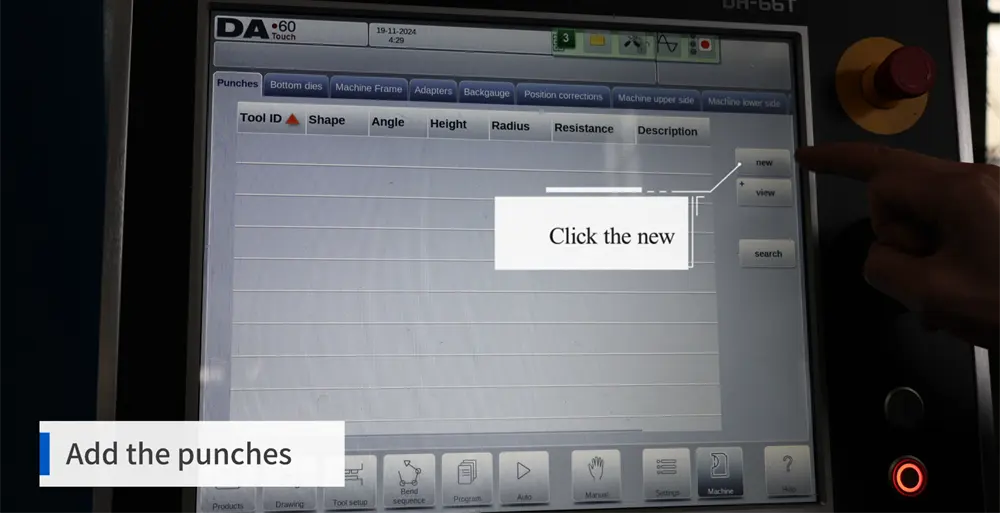
À ce stade, Le contrôleur attend les informations de base sur l’outil. Il vaut mieux commencer par une entrée propre plutôt que de remplacer une ancienne qui pourrait contenir des dimensions incorrectes.
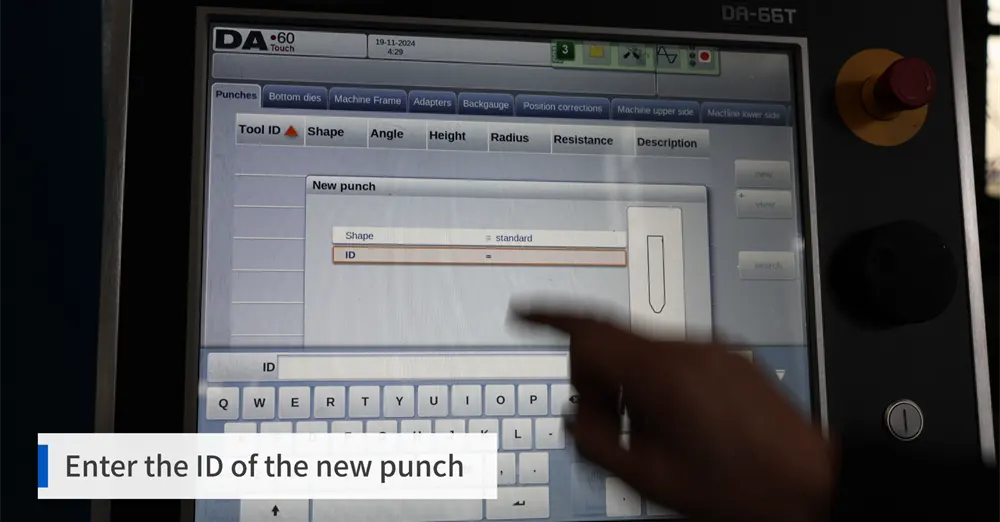
2. Entrer le nom du punch
Tapez un nom clair ou un identifiant pour le punch dans le contrôleur. Faire cela peut sembler une tâche simple, mais, Cela peut être très utile quand plusieurs profils de perforation sont enregistrés dans une seule machine. Un nom peut aider à en choisir un rapidement et améliorer la fiabilité.
Voici quelques idées de noms:
• Type d’outil
• Angle de fonctionnement
• Rayon
• Identifiant de longueur ou de série
Utiliser un système de nommage clair peut aider les opérateurs à mieux éviter les erreurs lorsque le même travail doit être répété, et quand les outils doivent être remplacés.
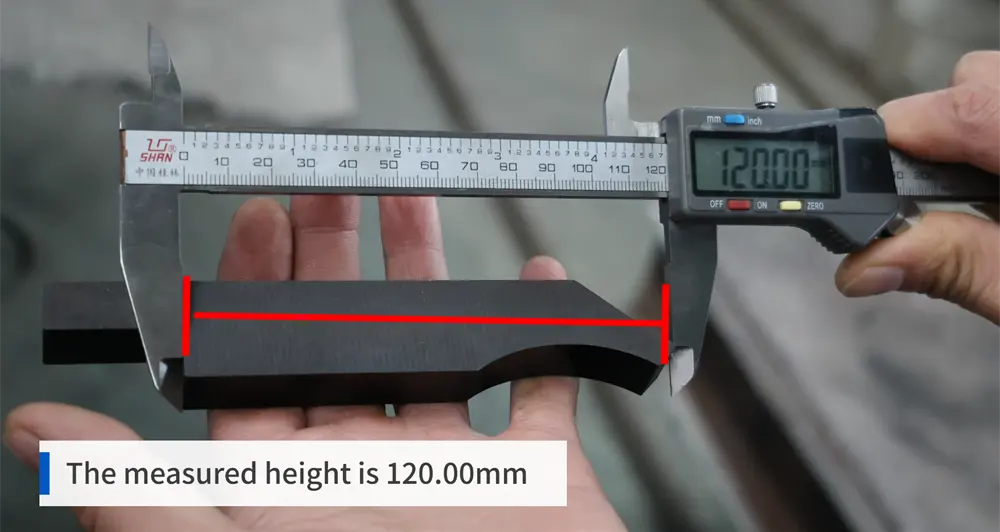
3. Mesurer la hauteur du poinçon
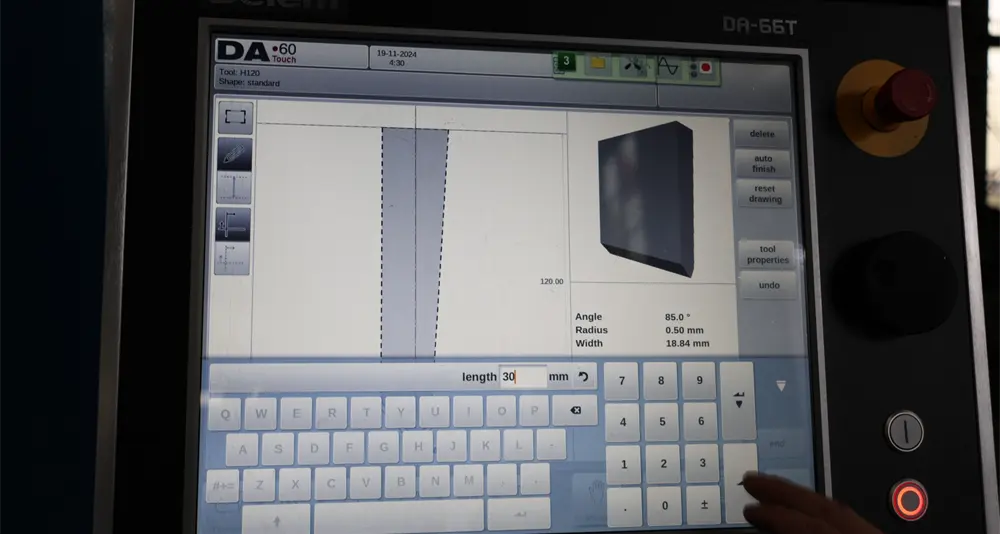
Maintenant, Mesurez la hauteur du poinçon à l’aide d’un étrier ou d’un autre appareil de mesure de précision. Pour cet exemple, La hauteur du poinçon est 120.00 mm.
Cette mesure est cruciale car elle détermine comment le contrôleur calculera la position de travail et l’alignement de l’outil. Si cela est mal mesuré, Il est probable que le premier test de configuration révèle des erreurs importantes.
4. Voici la hauteur du poinçon
Une fois la hauteur vérifiée, Insérez-le dans le contrôleur. Dans cet exemple, La hauteur du poing sera 120.00 mm.
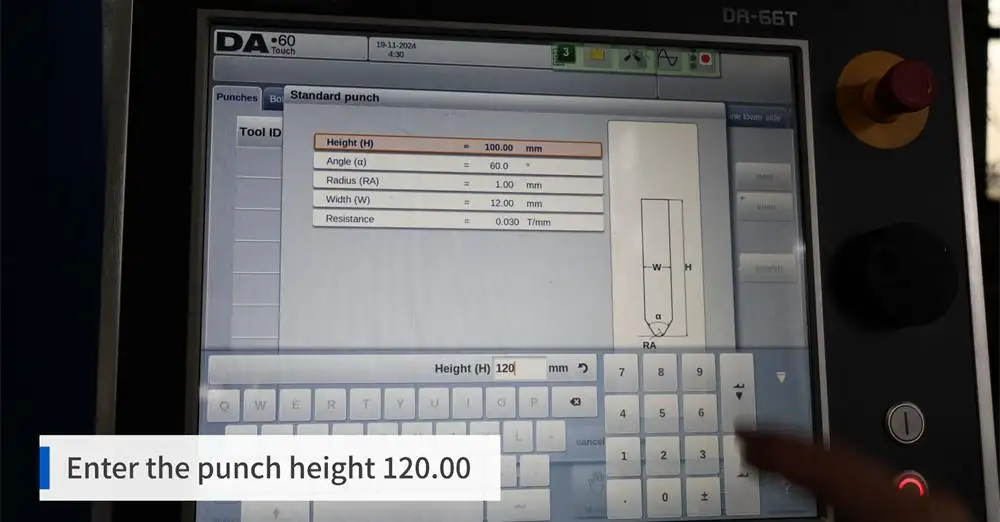
Si cela est correctement saisi, Le système peut inclure ces informations dans sa logique pour la configuration, ce qui lui permet de positionner l’enregistrement d’outillage.
5. Mesurez et entrez l’angle et le rayon de la fente
Pour calculer cela, L’angle du poinçon et le rayon doivent également être mesurés. Dans cet exemple:
• Angle de fente: 85°
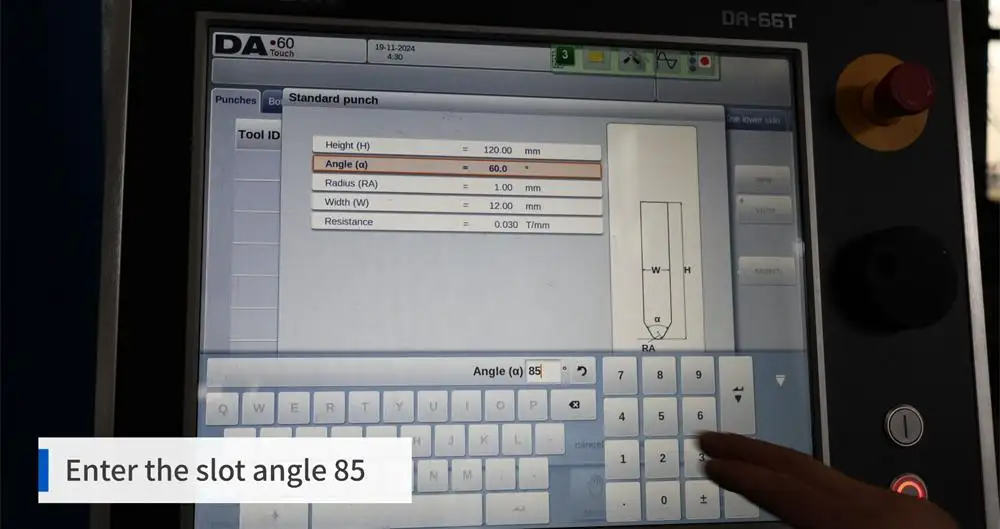
• Rayon: 0.5 mm
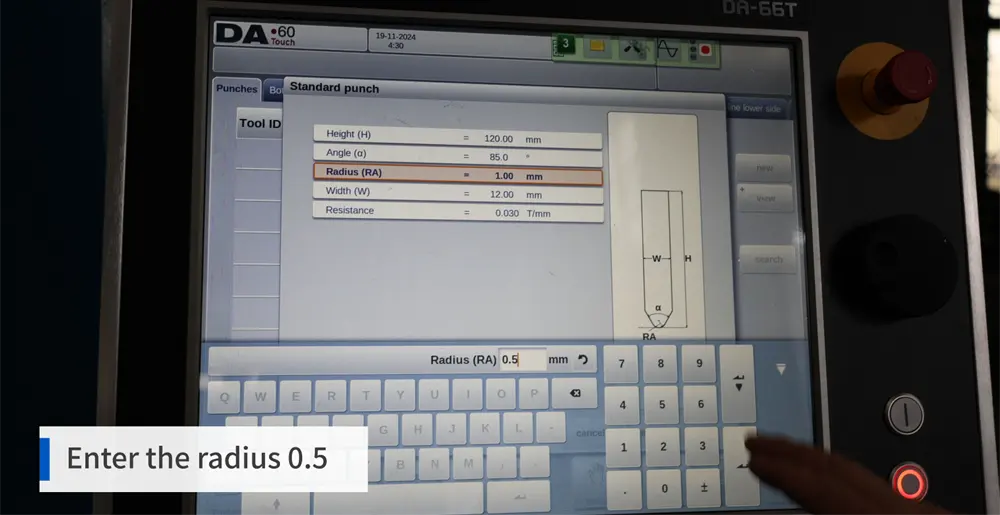
Si l’une de ces valeurs est incorrecte, Dans ce cas, le contrôle n’aura pas la géométrie de poinçage correcte, Et la courbure programmée ne sera pas la même que la courbure réelle qui sera sur la pièce.
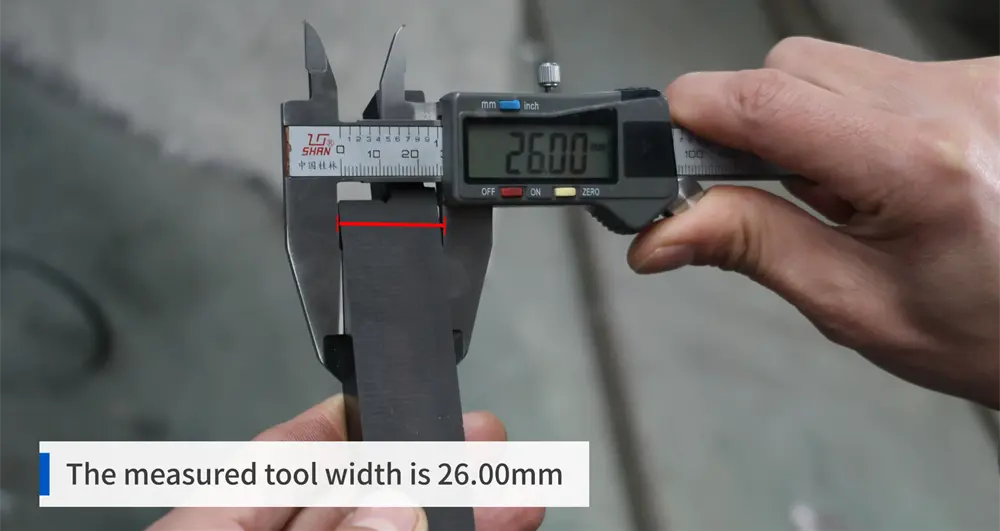
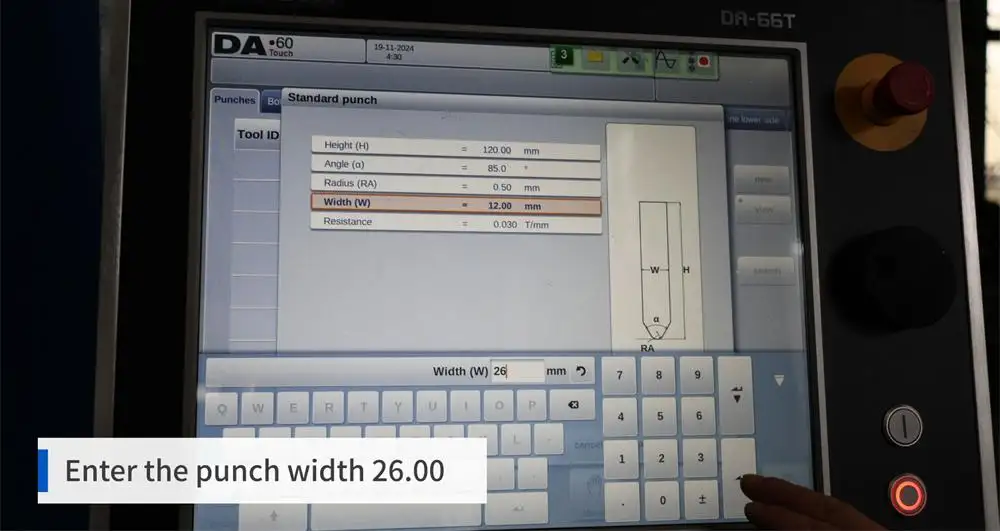
6. Largeur de perforation d’enregistrement
Dans ce cas, La largeur de poinçon est 26.00 mm.
Saisissez ces données dans le contrôleur. Puisque la largeur est un élément du profil complet du poinçonnage, Elle doit toujours être basée sur la mesure réelle.
7. Réglages de résistance au coup de poing
Tiens, La valeur de résistance au coup de poinçon est fixée à 8.
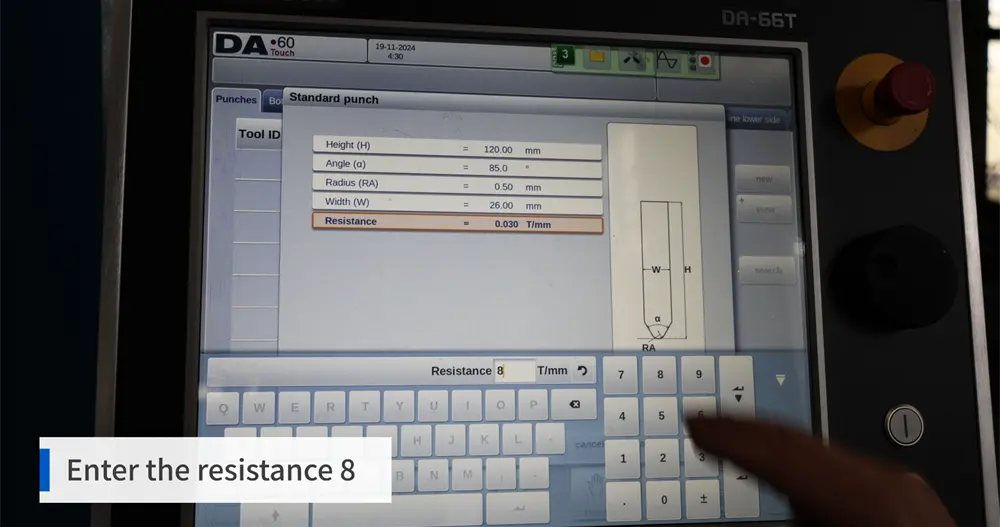
Ce champ est conçu pour accueillir la structure de données d’outils établie par le système. Bien que les opérations variées tendent à caractériser ce paramètre différemment, L’essentiel est d’assurer l’uniformité à travers la base de données de l’outil.
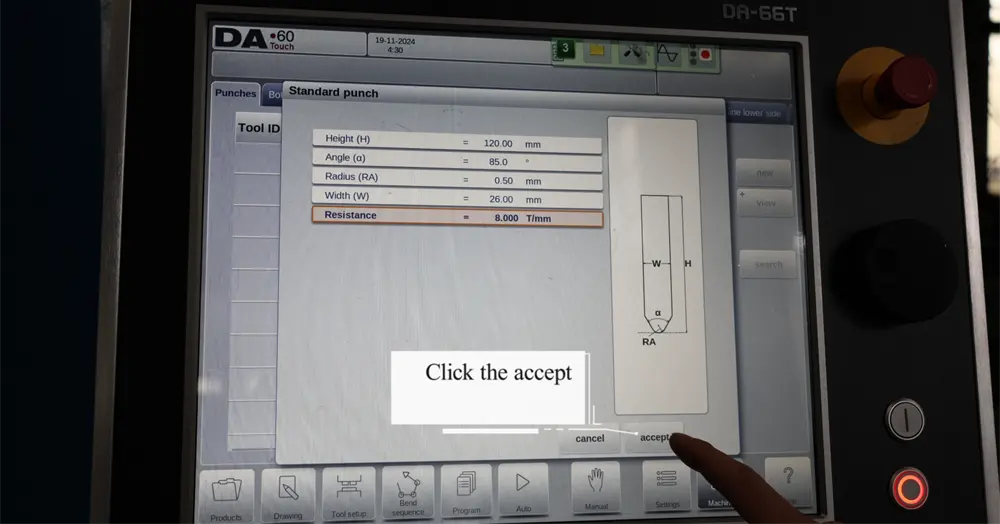
8. Confirmer et sauvegarder
Avant de continuer, Assurez-vous d’avoir enregistré avec précision les données de perforation. Confirmez le nom, Taille, angle, Rayon, Largeur, et la résistance. Après avoir examiné et confirmé toutes les participations, finaliser la configuration et la sauvegarder. Le punch sera ensuite disponible dans la bibliothèque d’outillage pour les programmes à venir.
Pas 2: Réalisation de la configuration de l’outil
Avec le punch ajouté, L’étape suivante est de terminer le dessin de profil et d’effectuer les ajustements géométriques nécessaires.
1. Mesurer toutes les longueurs
Prenez chaque mesure de longueur de profil nécessaire pour le dessin. Utiliser des valeurs précises permettra au contrôleur de représenter fidèlement l’outil et d’améliorer finalement la qualité de l’installation, Des valeurs moins exactes auront l’effet inverse.
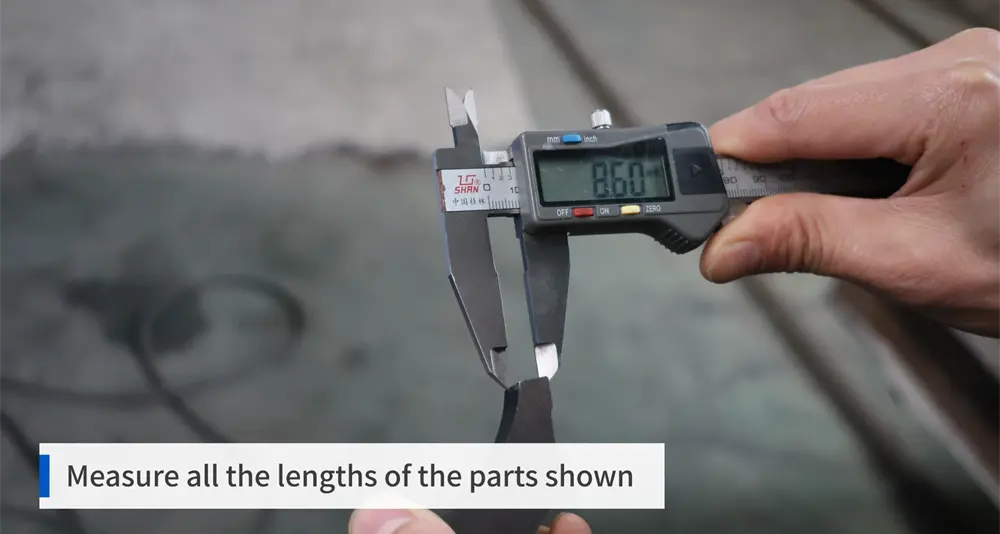
Pour cet exemple, Les longueurs mesurées sont:
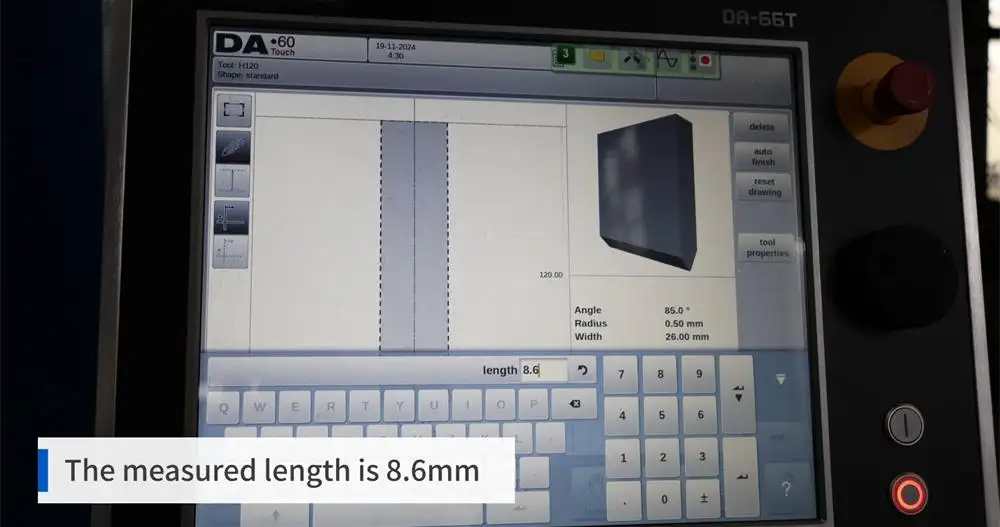
•8,6 mm
•30 mm
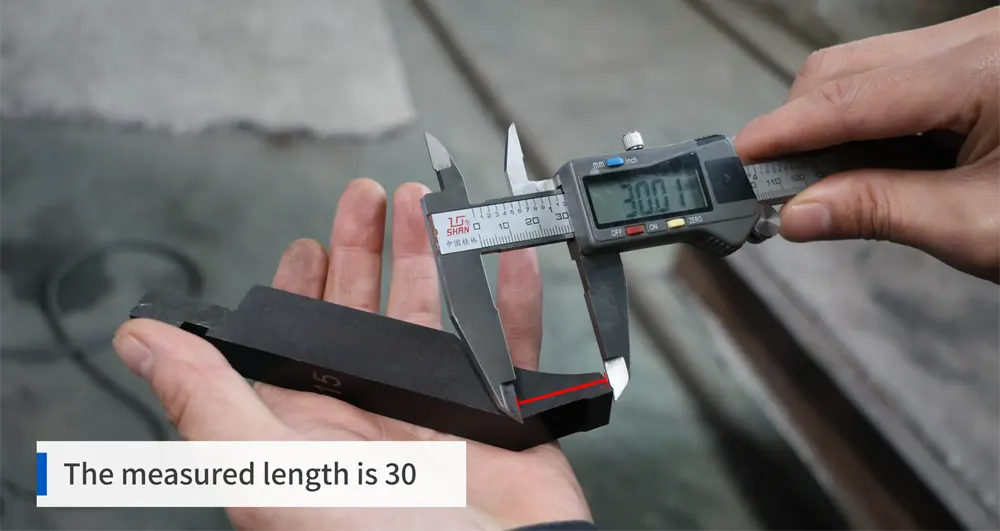
•46 mm
Ces mesures doivent être prises directement à partir de l’outil.
2. Commencez le dessin de l’outil
Utilisation des longueurs mesurées, dessiner le profil de l’outil dans le contrôleur. Cela permet au système d’obtenir l’information géométrique du poinçon nécessaire pour compléter la représentation.
Le dessin doit être simple, Propre, et précis. Chaque point doit représenter le profil réel, Pas quelque chose d’approximatif.
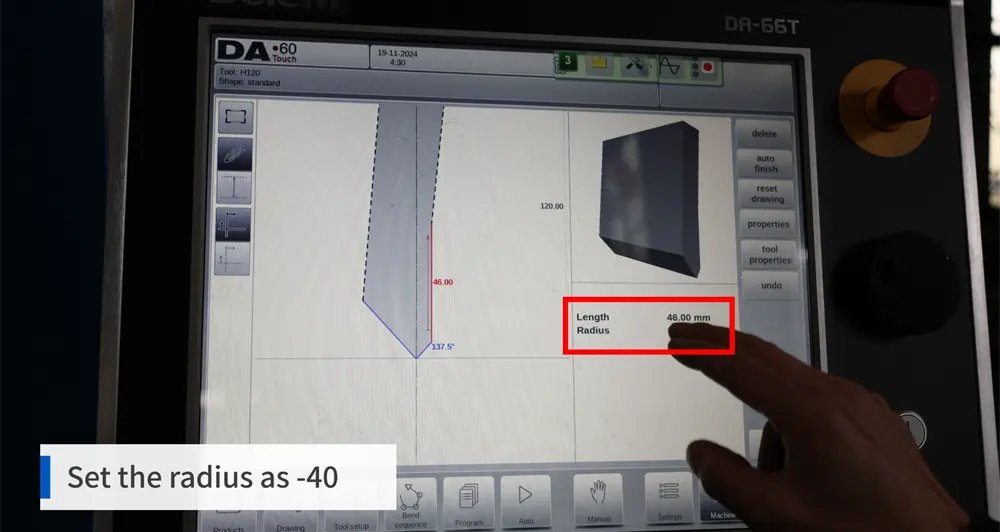
3. Rayon Select
Maintenant, Saisissez le rayon que vous souhaitez utiliser pour votre dessin. Sur l’image, elle est représentée comme -40 mm.
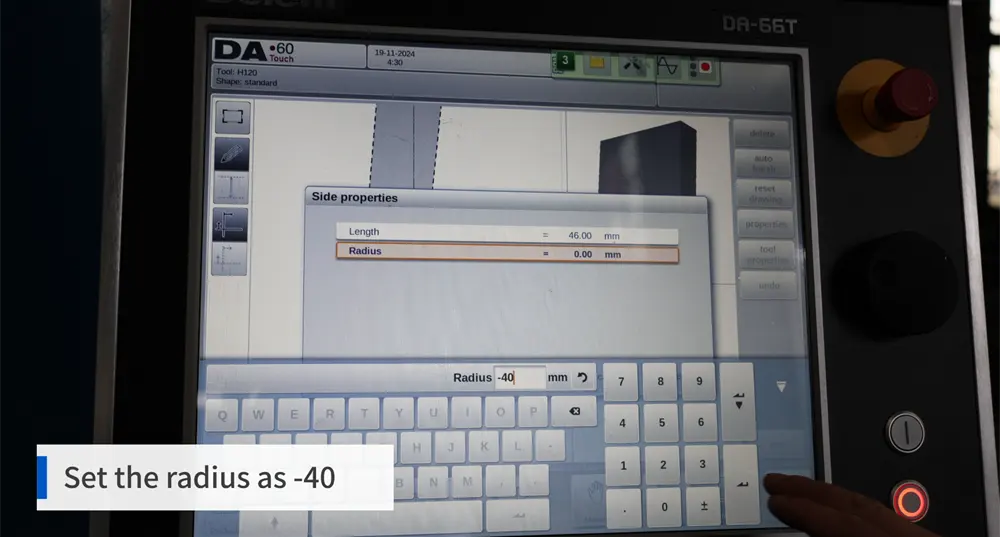
Compte tenu de l’impact que cette valeur aurait sur le profil défini, Il est conseillé d’y entrer, confirmer, et ensuite continuer.
À cause de l’impact que les ajustements du rayon ont sur le profil, Cette valeur est un déterminant critique.
Si la valeur n’est pas correctement saisie, La représentation des outils modélisés peut ne pas correspondre aux outils réels.
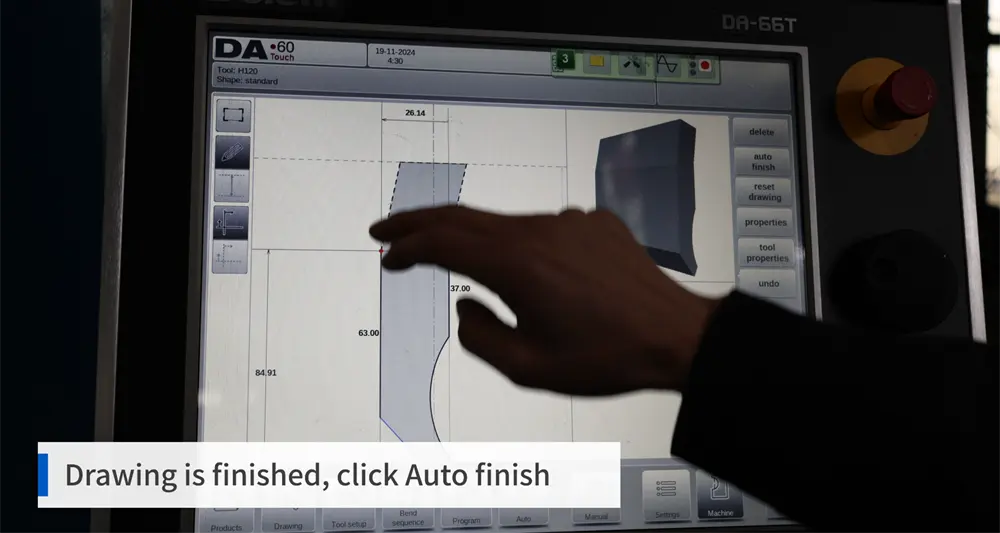
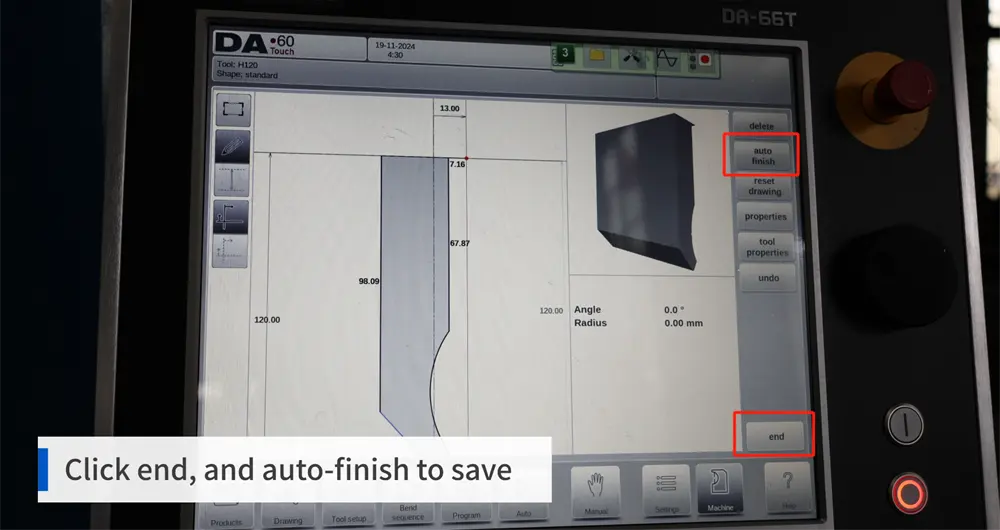
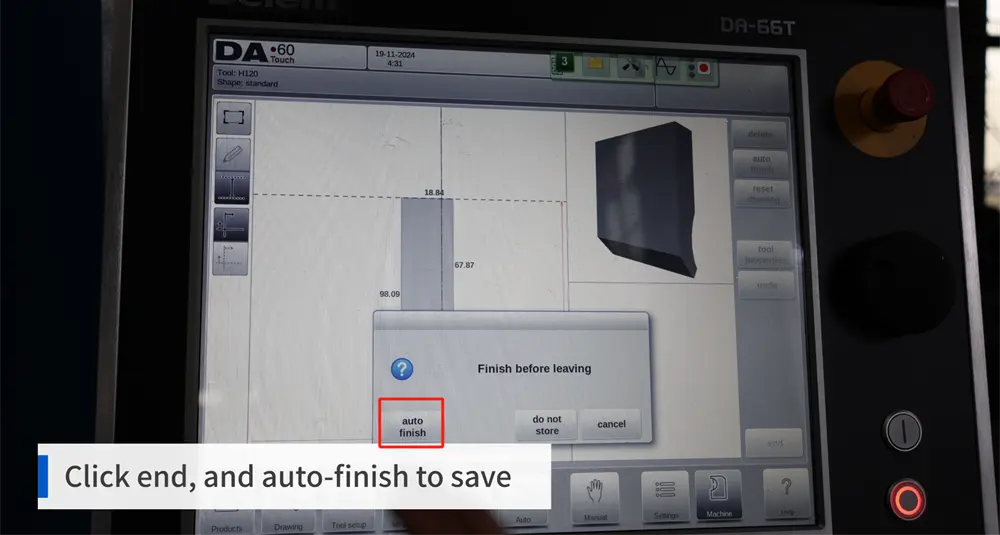
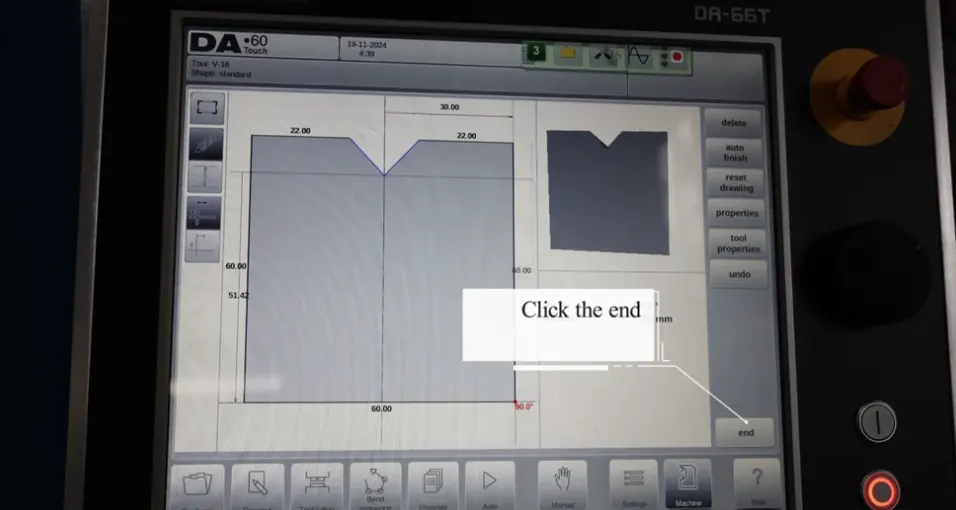
4. Sauvegarder et finir le tirage
Une fois le dessin terminé, utiliser le contrôleur pour exécuter une action de finition comme Auto Finish pour compléter le profil d’outil, puis pensez à sauvegarder.
Vous devriez avoir une géométrie d’outil complète sur le contrôleur, ce qui devrait aussi être utile pour de futures vérifications et pour réutiliser l’enregistrement d’outils.
5. Points clairs et inutiles
Avant de confirmer, N’oubliez pas d’effacer les points ou segments inutiles du dessin. Avoir trop de points peut rendre un profil trop chargé et rendre la modification future plus difficile.
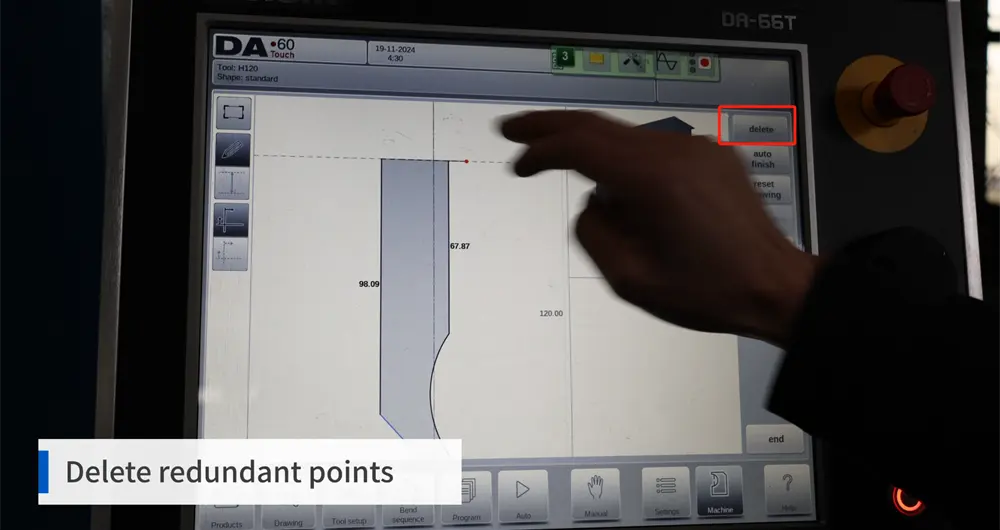
Un profil encombré est plus difficile à vérifier, plus difficile à manipuler, et est finalement, moins souhaitable pour un système d’organisation d’outillages.
Maintenant que c’est terminé, La configuration du punch est stockée dans le système.
Pas 3: Ajouter le dé (Moule inférieur)
La dernière étape consiste à entrer l’outil inférieur, ou mourir. Le dé est aussi important que le poing, car cela influencera l’angle de courbe, Largeur d’ouverture, et la réponse du matériau pendant le processus de formage.
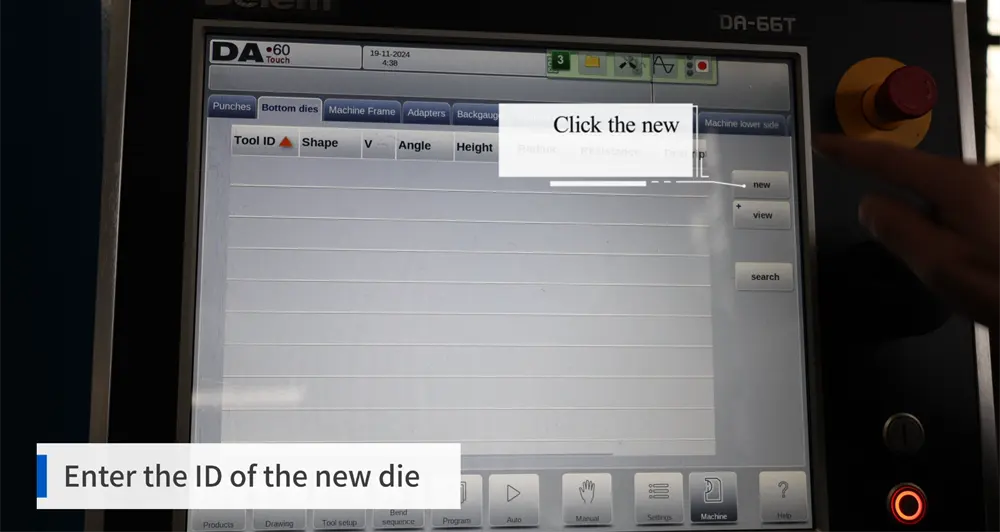
1. Choisissez « Ajouter de nouveaux » pour les matrices
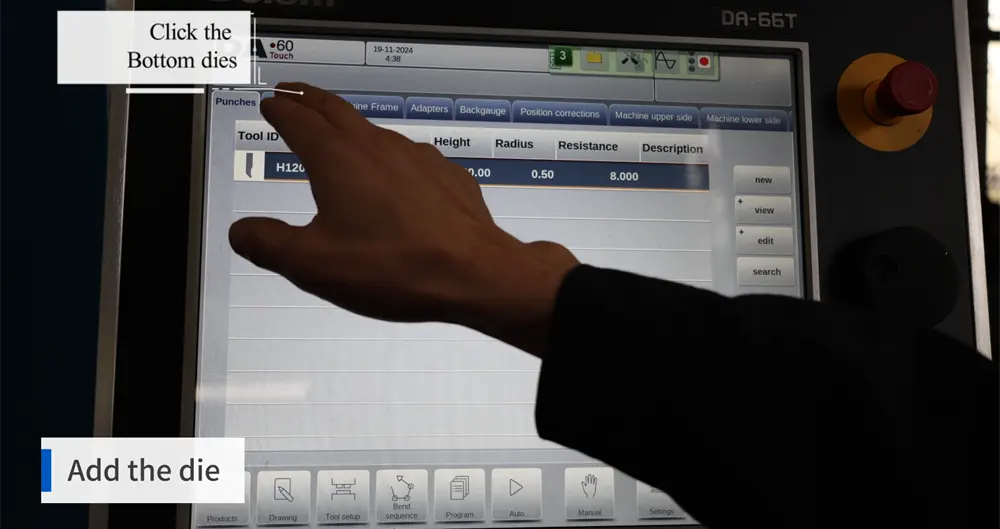
Dans la section configuration du cip du contrôleur, Vous pouvez créer un nouveau record pour un dé. Cela vous mènera à une nouvelle page d’entrée pour les données sur la moisissure à faible niveau.
Quant au punch, Commencer avec un nouveau fichier outil clairement défini est aussi une bonne idée.
2. Saisir le nom
Attribuez au dé un ID ou un nom approprié. La convention de nommage doit être la même que celle de la bibliothèque de punch, Il est donc facile pour les opérateurs d’identifier l’outil qui leur convient lors de la mise en place.
3. La taille
Prenez soigneusement les mesures pour la matrice. Exemple:
• La largeur: 60 mm
• Hauteur de la matrice: 60 mm
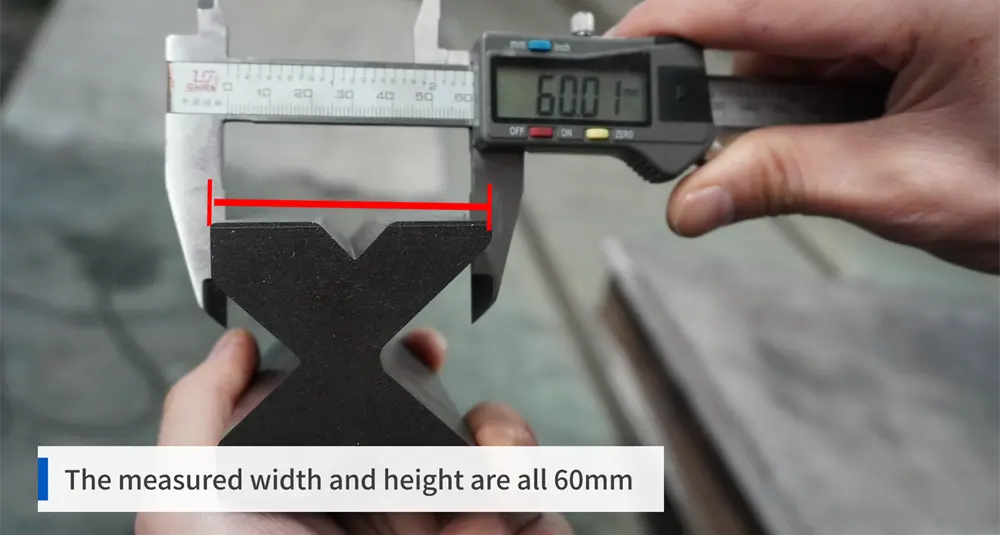
Cela constituera les mesures de base du corps du registre de la matrice.
4. Voici la taille du dé
Assurez-vous d’entrer dans les deux 60 Valeurs en mm dans le contrôleur. C’est ainsi que le système stockera la taille réelle du démaux afin qu’elle puisse être utilisée dans le calcul et l’affichage des outils.
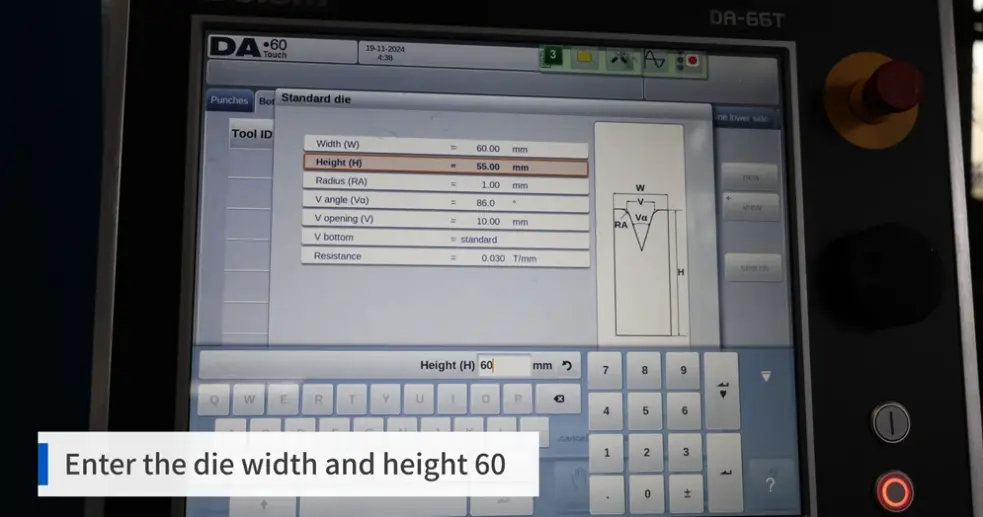
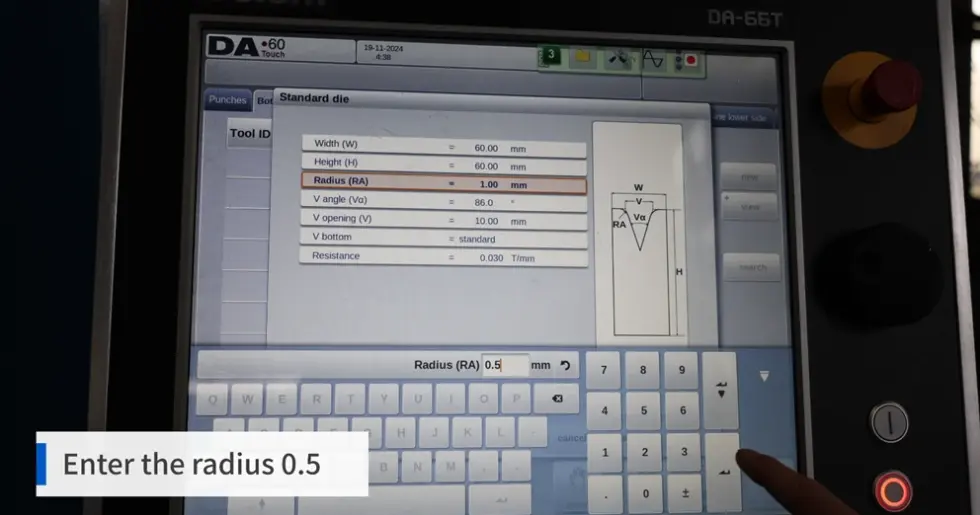
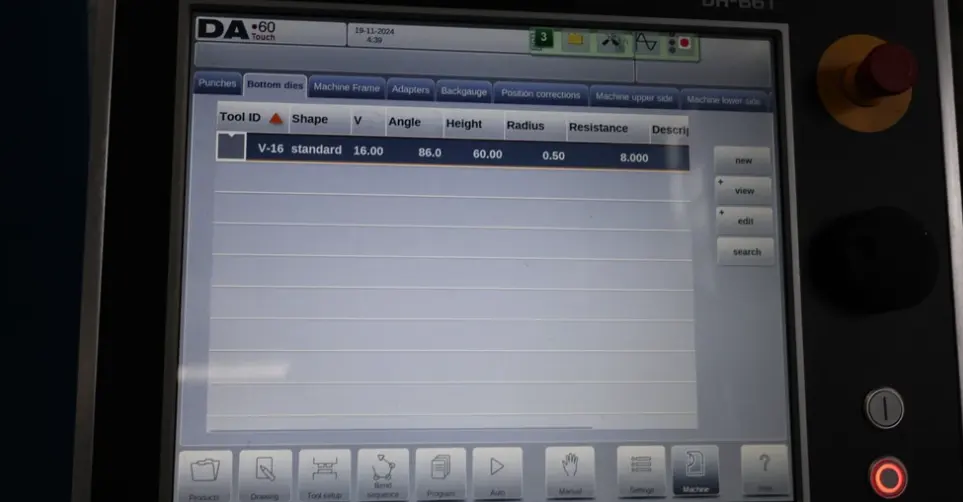
5. Voici l’angle et le rayon de la fente
Entrez maintenant l’angle et le rayon de la puce. Par exemple:
• Angle de fente: 86°
• Rayon: 0.5 mm
Ces valeurs doivent correspondre à l’outil réel utilisé, comme pour les données du punch.
6. Mesure de la largeur de fente et entrée
La largeur de la fente de la matrice est 16 mm. Mesurez cela, et saisir la valeur au système.

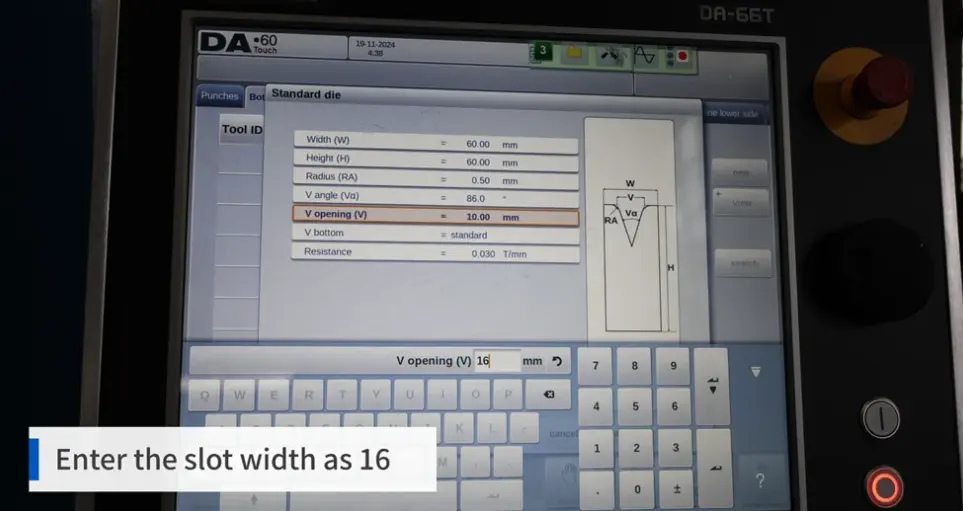
Car la largeur de l’ouverture de la matrice est directement liée au comportement de flexion et à la qualité de la pièce, C’est un domaine vital à combler.
7. Entrée de résistance de la matrice
Notez la valeur de la résistance du die. Dans ce cas, il est aussi 8.
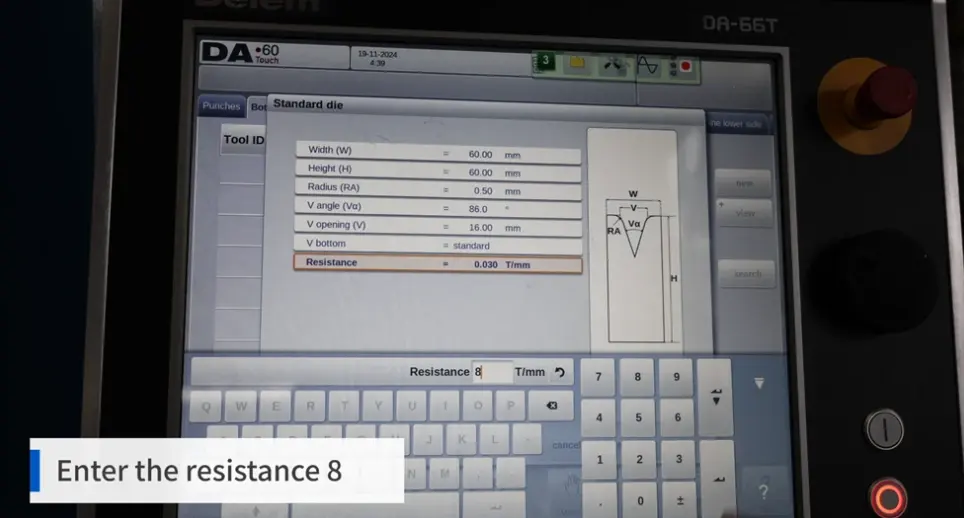
L’application de la bonne valeur permet de garantir que le fichier d’outils reste complet et correspond aux pratiques de données d’outillage de l’atelier.
8. Sauvegarder et finaliser
Assurez-vous de vérifier l’entrée complète du dé avant de la finaliser et de la sauvegarder. Lorsque les dimensions, angle, Rayon, Largeur de fente, et la résistance sont correctes, Sauvegarder le profil de dé.
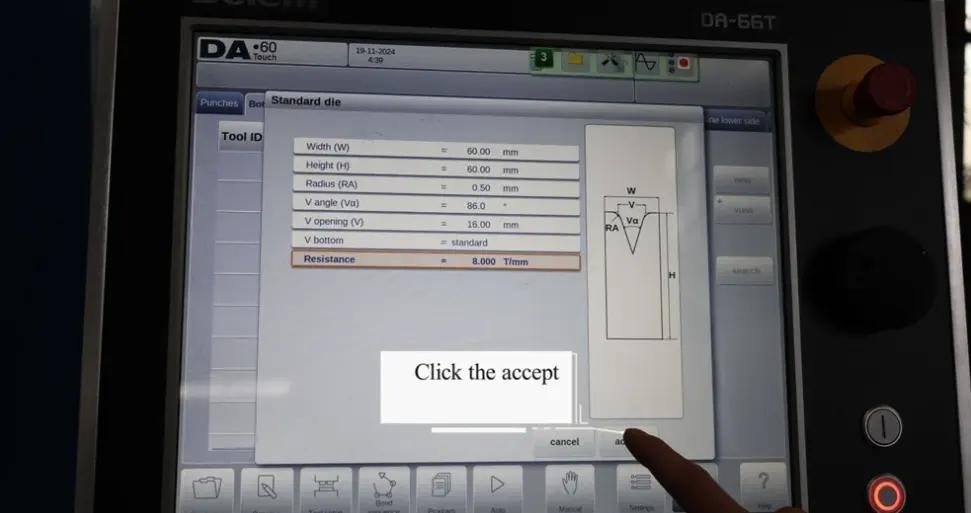
À ce stade, L’outil inférieur sera dans le contrôleur et pourra être programmé ou mis en production.
Conclusion
En suivant ce processus, Les opérateurs peuvent construire une bibliothèque d’outillages plus précise à l’intérieur d’un contrôleur de délem à frein à pression et rendre la configuration quotidienne plus fiable. La clé n’est pas la vitesse au début. La clé est la bonne mesure, Entrée correcte, et une critique finale propre.
Pour JS RAGOS, La flexion stable commence bien avant que le bélier ne bouge. Tout commence par la façon dont les poinçons et les matrices sont définis dans le contrôle. Lorsque les données d’outillage sont saisies correctement, La machine devient plus facile à programmer, Plus facile à répéter, et plus facile à faire confiance en production.