








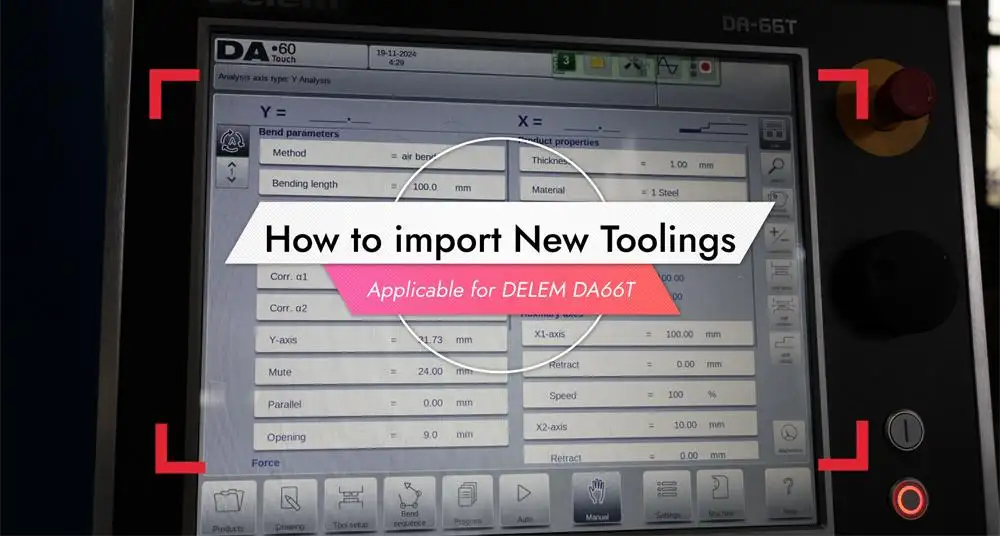
プレスブレーキ式デレムコントローラーによる金型の取り付け方法
プレスブレーキの工具セットアップで問題が発生しています? コントロールの入力ミスは生産を遅らせる可能性があります, 曲げ精度に影響を与えます, そして不要な再作業を生み出します. このガイドでは、工具の取り付け方法を分かりやすく説明しています, 実用的な方法.
この記事の内容, JS RAGOSは、プレスブレーキ・デレムコントローラーを用いたパンチやダイの基本的なセットアップ手順を解説します. 目標は、シーケンスを実際のワークショップ練習に近づけることです: まずは上部のツールを使います, ツールプロファイルのレビューと最終決定, 次に下のダイを加えます. Delemコントロールに不慣れなオペレーターへ, あるいは、よりクリーンなセットアップルーティンを求めるチーム向けも良いです, このプロセスはミスを減らし、現場での一貫性を向上させるのに役立ちます.
プレスブレーキ・デレムコントローラ 工具 導入
現代のプレスブレーキ・デレムコントローラは、ベンドプログラムを保存するだけではありません. また、オペレーターが正確な工具ライブラリを構築するのにも役立ちます, パンチ&ダイジオメトリの定義, そして、プレスブレーキに取り付けられているものを機械が理解していることを確認してください.
工具データが正しく入力されたとき, コントローラーは曲げ位置をより確実に計算できます, よりスムーズなプログラミングのサポート, セットアップエラーのリスクを低減します. 既存のツールを交換する場合でも, 新しいパンチを加える, または生産用の新しい金型の準備, インストールのロジックはほぼ同じままです: 慎重に測ってください, 正しい値を入力してください, ジオメトリの復習, そして、工具を正しく保存してください.
このガイドも同じルートをたどっているので、日常の作業でもセットアップを繰り返しやすく感じられます.
ステップ 1: パンチを加える
最初の段階はアッパーツールを追加することです, あるいはパンチ. パンチが曲げ角に直接影響するため, 貫通, および成形品質, 慎重に申告しなければならない.
1. 選択 "新しい追加" オプション
コントローラーの工具部分から始めます. パンチ設定ページを開き、新しいツールを追加するオプションを選択します. これにより、パンチデータを手動で入力できる新しいレコードが作成されます.
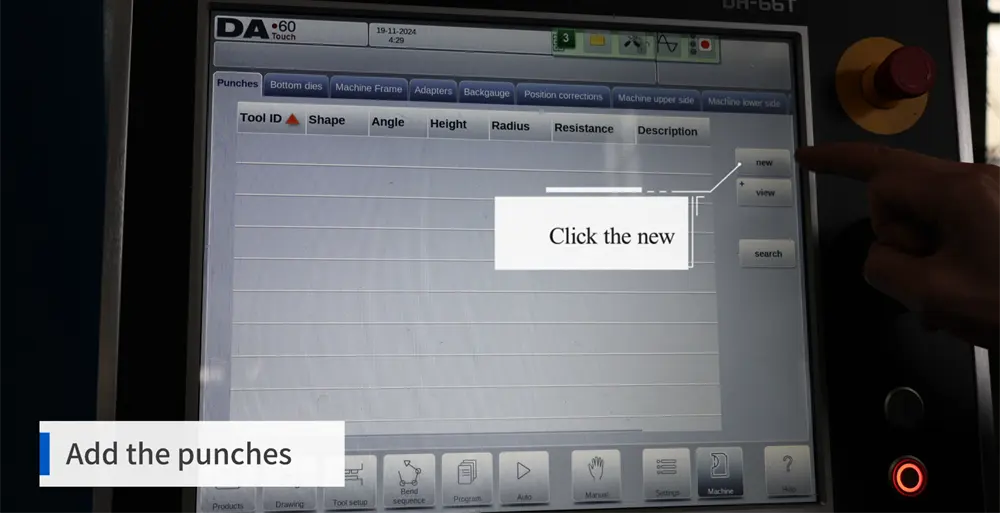
現段階では, コントローラーは基本的なツール情報を待っています. 誤った寸法を含む古いエントリーを上書きするよりも、クリーンな新しいエントリーから始める方が良いです.
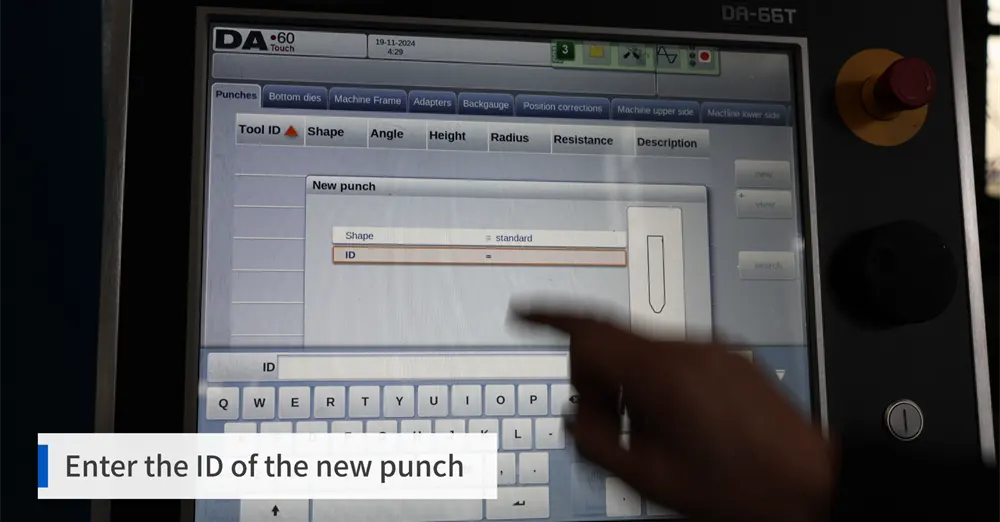
2. 登場:パンチネーム
コントローラーにパンチの明確な名前または識別子を入力してください. これは簡単な作業のように思えるかもしれません, だがしかし, 1台のマシンに複数のパンチプロファイルが保存されていると非常に便利です. 名前は素早く選ぶのに役立ち、信頼性を高めることができます.
命名のアイデアとしては以下のものがあります:
・工具の種類
•作業角度
・半径
• 長さまたはシリーズ識別子
明確な命名システムを使うことで、同じ作業を繰り返し行う必要がある場合の誤りを避けやすくなります, 工具の交換が必要な時期.
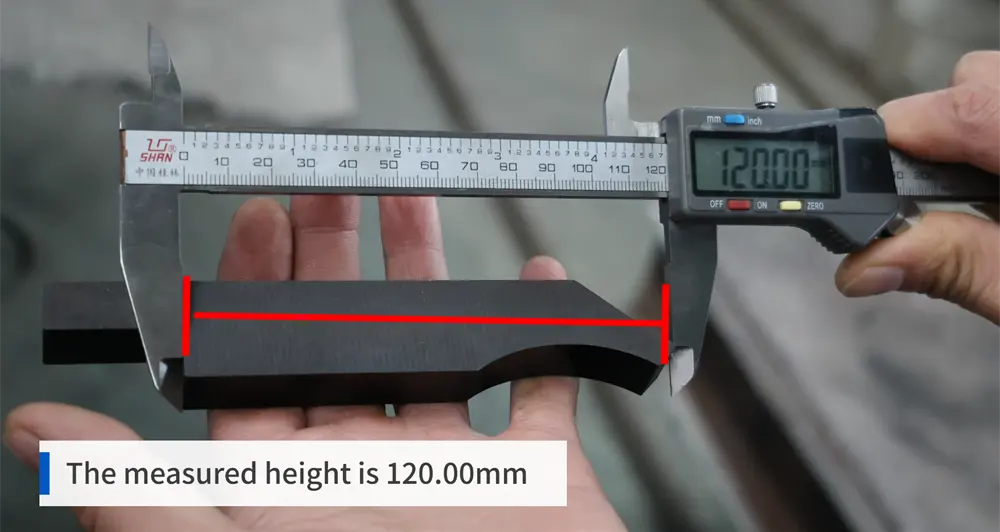
3. パンチの高さを測定する
さて, ノギスや他の精密測定装置を使ってパンチの高さを測定します. この例では, パンチの高さは 120.00 うん.
この測定は、制御者が作業位置や工具のアライメントをどのように計算するかを決定するため、非常に重要です. もしこれが誤って測定されれば, 最初のセットアップテストで重大なミスが見られる可能性が高いです.
4. ここでパンチハイトが登場します
高さが確認されたら, コントローラーに入力してください. この例では, パンチの高さは 120.00 うん.
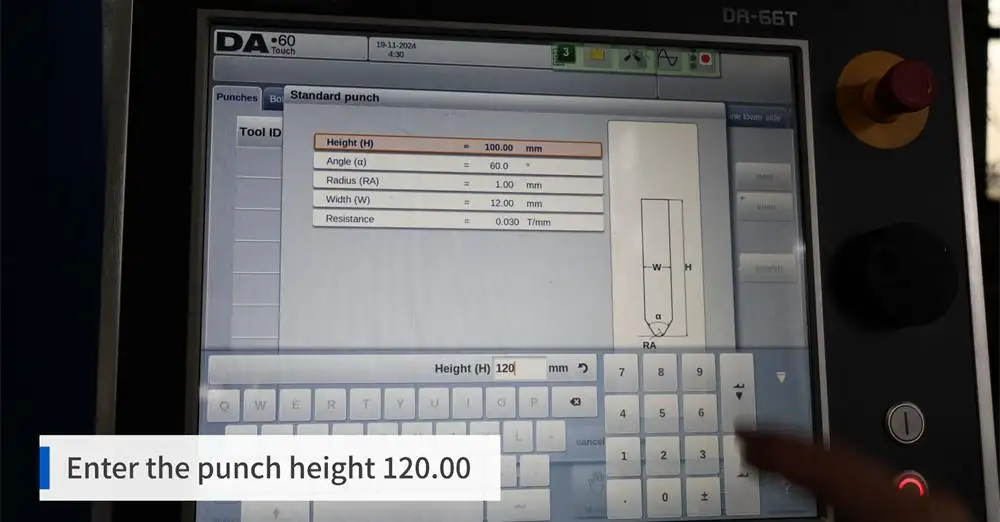
正しく入力できれば, システムはこの情報をセットアップのロジックに組み込むことができます, これにより、工具レコードの位置を定めることができます.
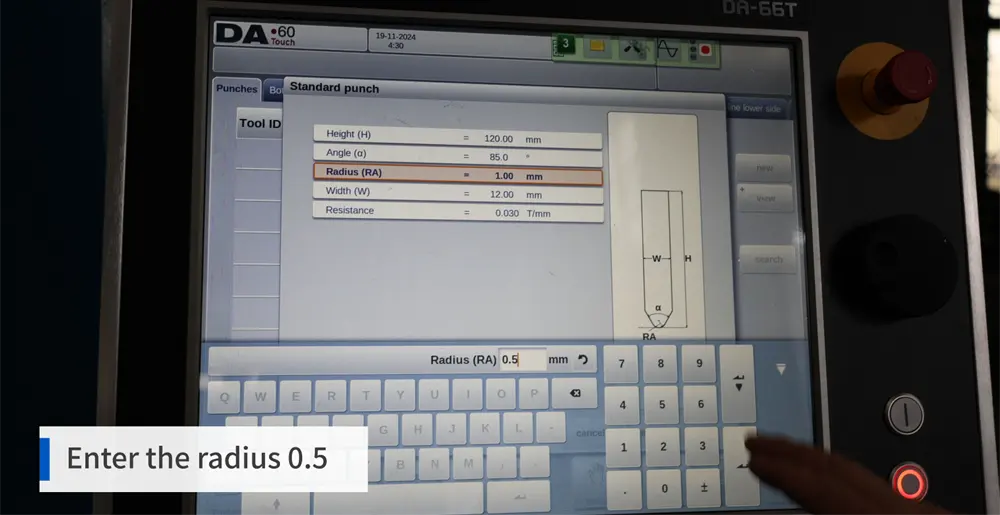
5. スロット角度と半径を測定して入力
これを計算するために, パンチの角度や半径も測定する必要があります. この例では:
• スロット角: 85°
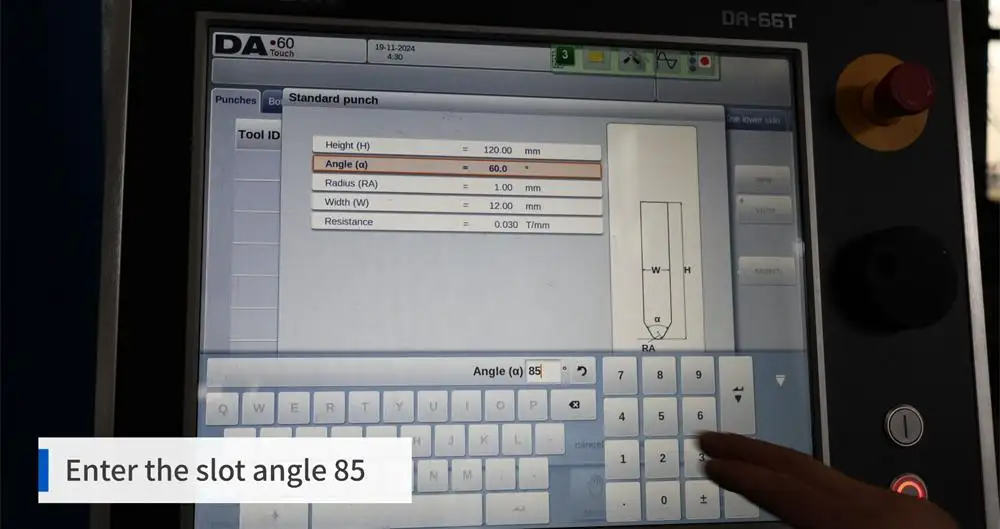
・半径: 0.5 うん
これらの値のいずれかが誤りの場合, そうすると、正しいパンチジオメトリを持たなくなります, そして、プログラムされた曲げは、実際の部品にかかる曲げとは異なる.
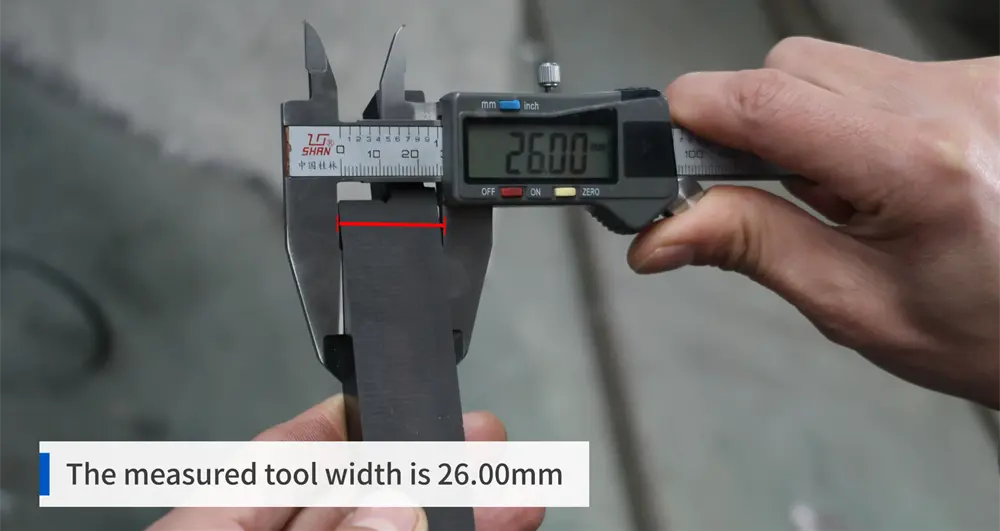
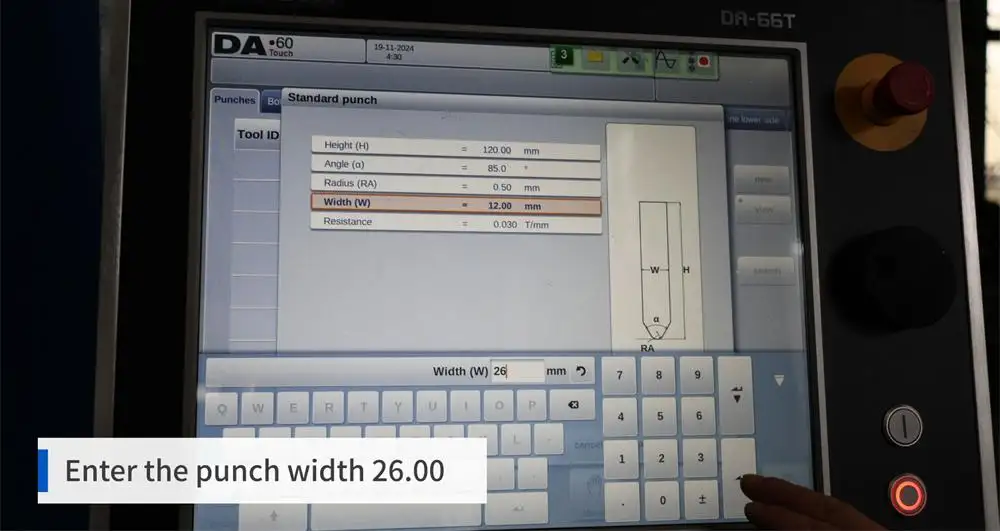
6. 記録パンチ幅
この場合, パンチ幅は 26.00 うん.
このデータをコントローラーに入力します. 幅は完全なパンチプロファイルの成分であるため, 常に実際の測定値に基づいていなければなりません.
7. パンチ耐性設定
ここは, パンチ抵抗値は 8.
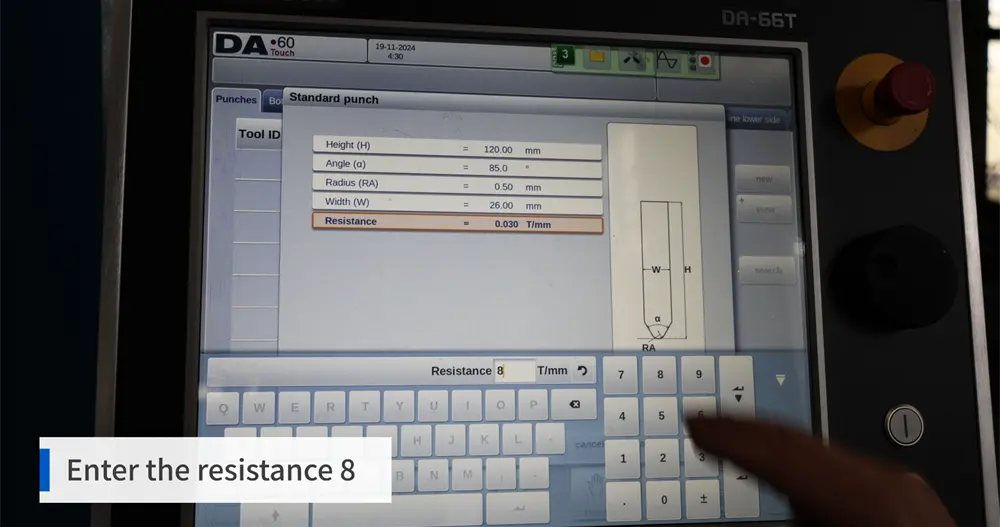
このフィールドは、システムによって確立されたツールデータ構造に対応するよう設計されています. 変動演算によってこのパラメータの特徴付けは異なる傾向があります, 重要なのは、ツールデータベース全体で統一性を確保することです.
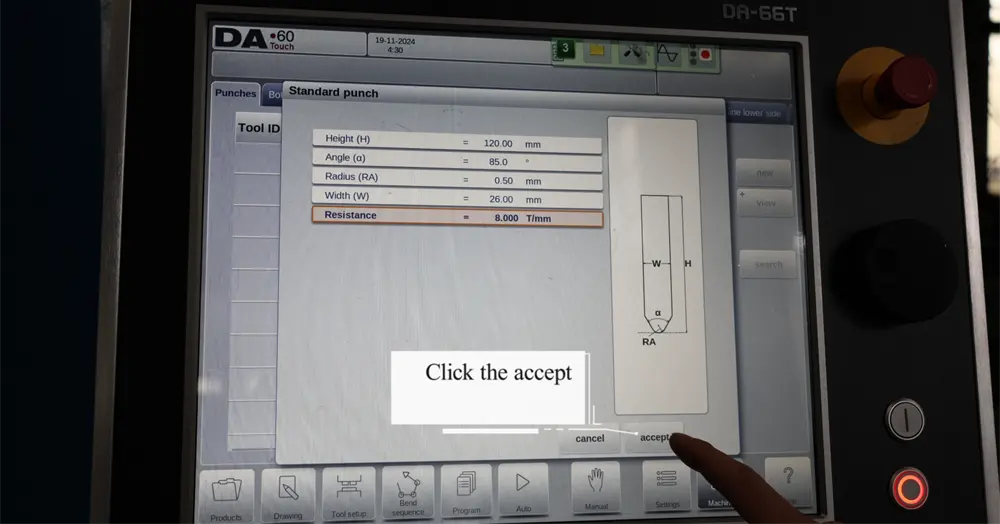
8. 確認して保存する
進む前に, パンチデータを正確に記録していることを確認してください. 名前を確認してください, 身長, 角, 半径, 幅, そして抵抗. すべての応募書類を確認し確認した後, セットアップを最終決定して保存してください. その後、パンチは今後のプログラムの工具ライブラリで利用可能になります.
ステップ 2: ツールセットアップの完了
パンチを加えて, 次のステップはプロファイル図を仕上げ、必要な幾何学的な調整を行うことです.
1. すべての長さを測定
図面に必要なプロファイル長の各寸法を測定してください. しかし、正確な値を使えばコントローラーはツールを正確に表現でき、最終的にセットアップの品質が向上します, 正確でない値は逆効果をもたらします.
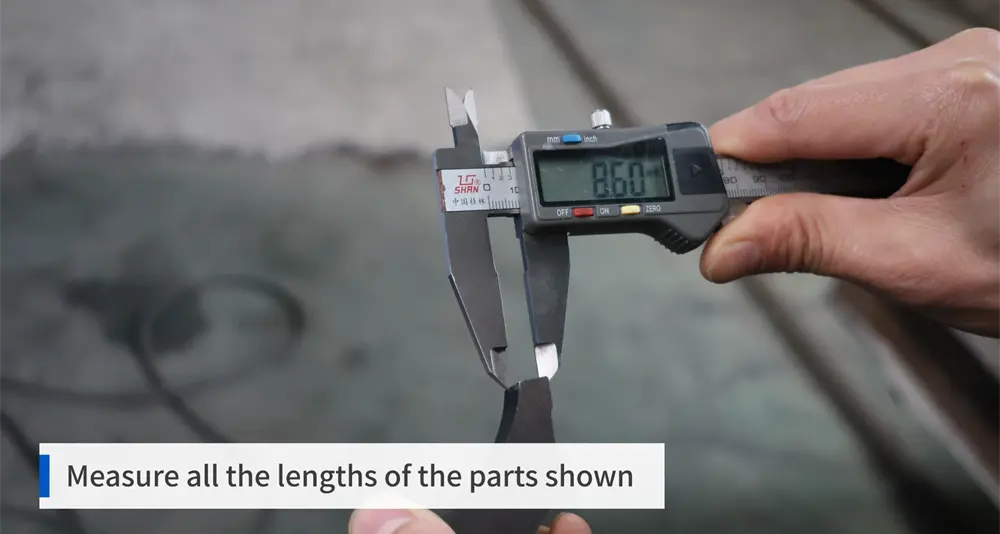
この例では, 測定される長さは次の通りです。:
・8.6mm
•30mm
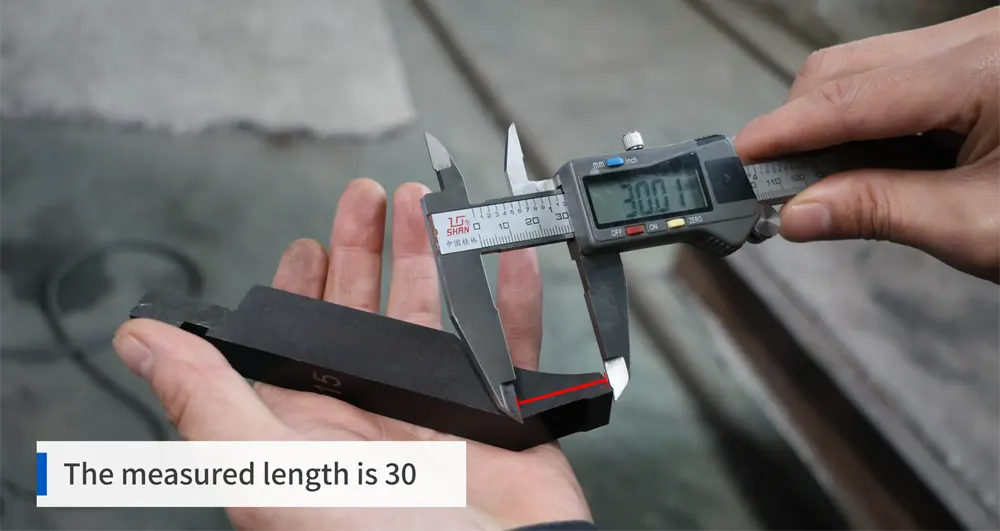
•46mm
これらの測定値はツールから直接取得すべきです.
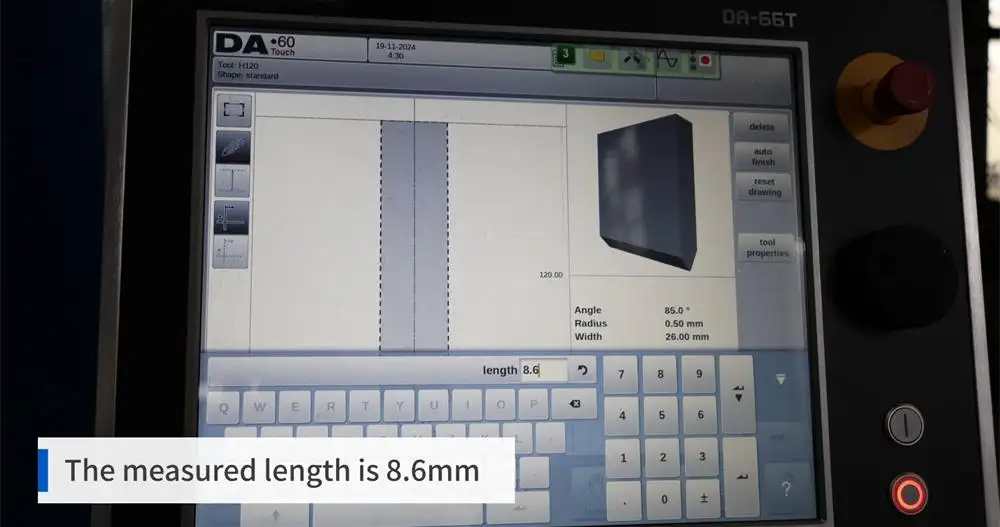
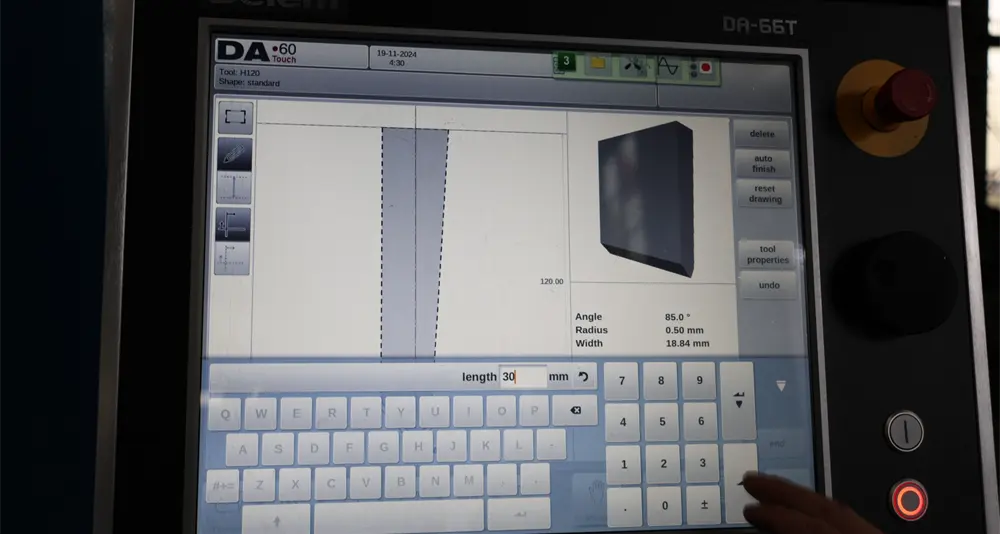
2. ツール製図開始
測定された長さを用いる, コントローラー内でツールプロファイルを描画します. これにより、表現を完成させるために必要なパンチの幾何学的情報を得ることができます.
絵はシンプルでなければなりません, きれいだ, そして正確. 各点は実際のプロファイルを表す必要があります, 近似的なものではありません.
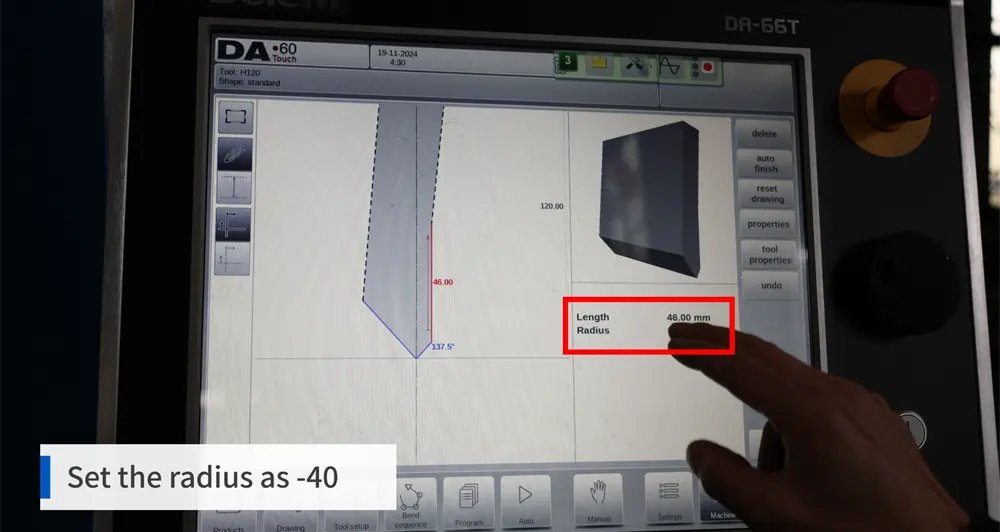
3. 半径選択
さて, 描画に使いたい半径を入力してください. 画像では次のように示されています -40 うん.
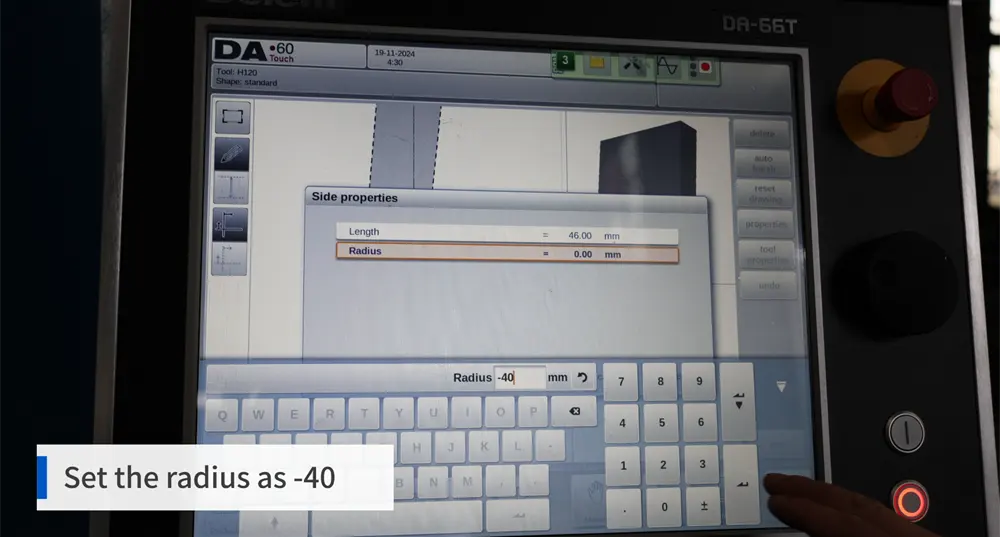
この値が定義されるプロファイルに与える影響を考慮すると, 参加することをお勧めします, 確認してください, そして進め.
半径の調整がプロファイルに与える影響があるためです, この値は重要な決定要因です.
値が正しく入力されていない場合, モデル化されるツールの表現が実際のツールと一致しない場合があります.
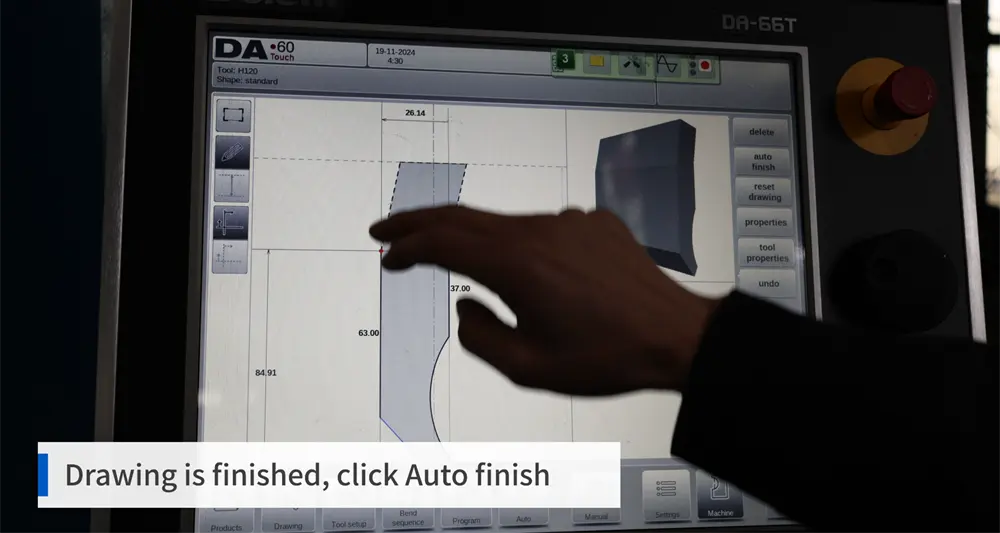
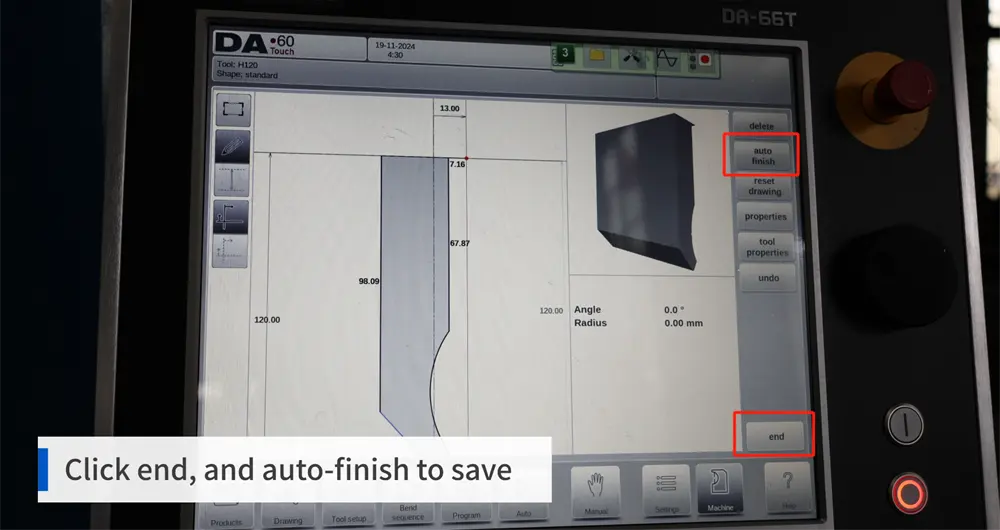
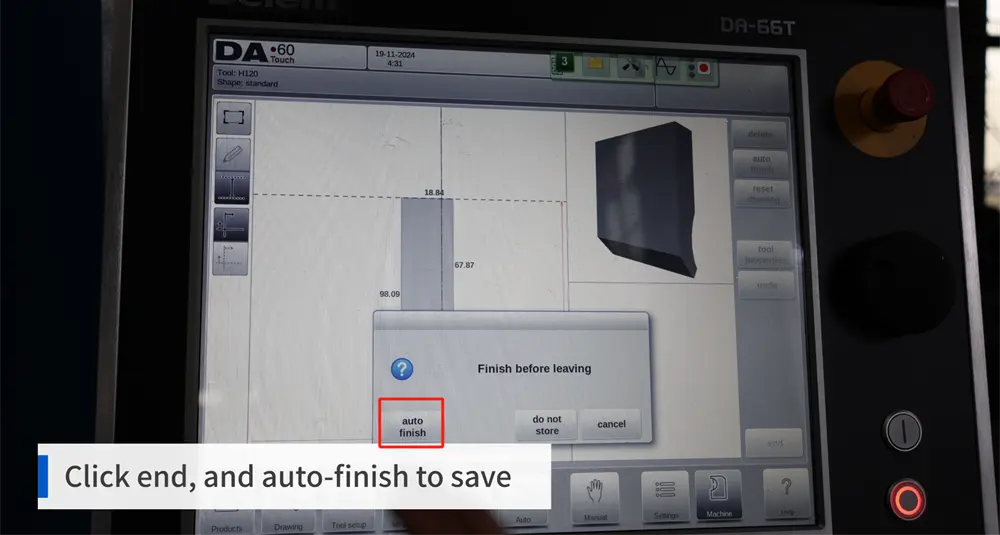
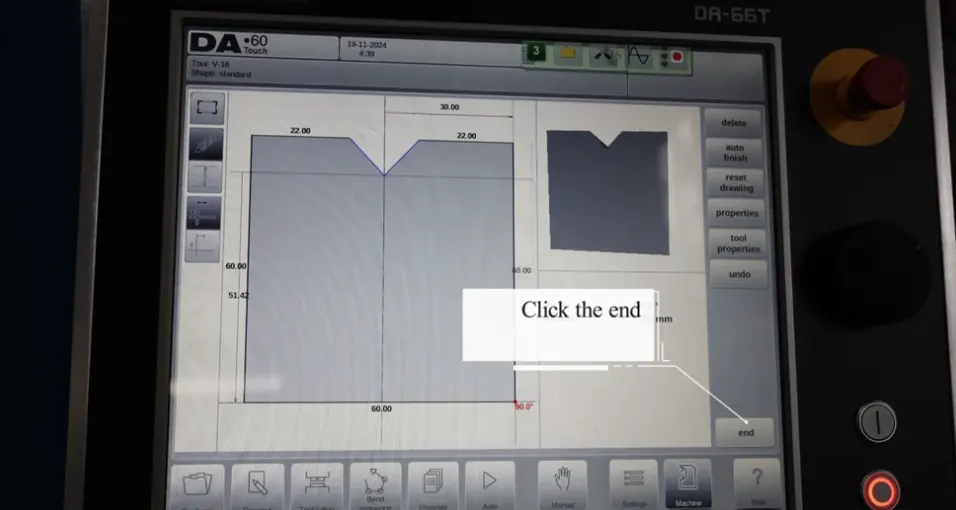
4. 保存して仕上げ図面
図面が完成したら, コントローラーでオートフィニッシュなどの仕上げアクションを実行し、ツールプロファイルを完成させ、その後セーブを忘れないでください.
コントローラーには完成したツールジオメトリがあるはずです, これは将来のチェックや工具記録の再利用にも役立ちます.
5. 不要なポイントをクリアする
確認する前に, 図面から不要なポイントや区間を消すのを忘れないでください. ポイントが多すぎるとプロフィールが忙しすぎてしまい、今後の編集が難しくなります.
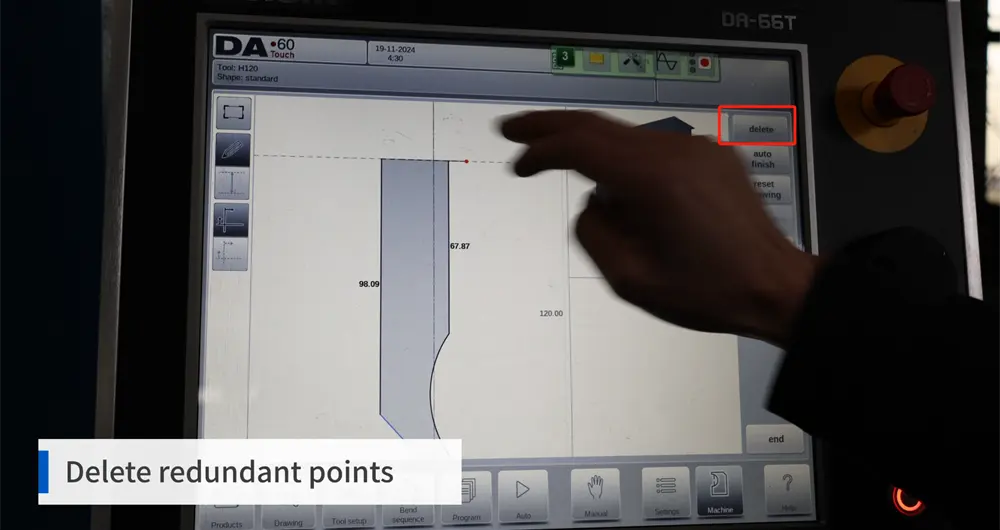
混雑したプロファイルは検証が難しいです, 操作がより難しい, 最終的には, 工具整理システムにはあまり好ましくない.
これで終わりました, パンチのセットアップはシステムに保存されます.
ステップ 3: ダイスを足せ (下部モールド)
最後のステップは下のツールを入力することです, さもなければ死ぬ. サイコロはパンチと同じくらい重要です, 曲げ角に影響を与えるためです, 開口幅, 形成過程における材料の応答.
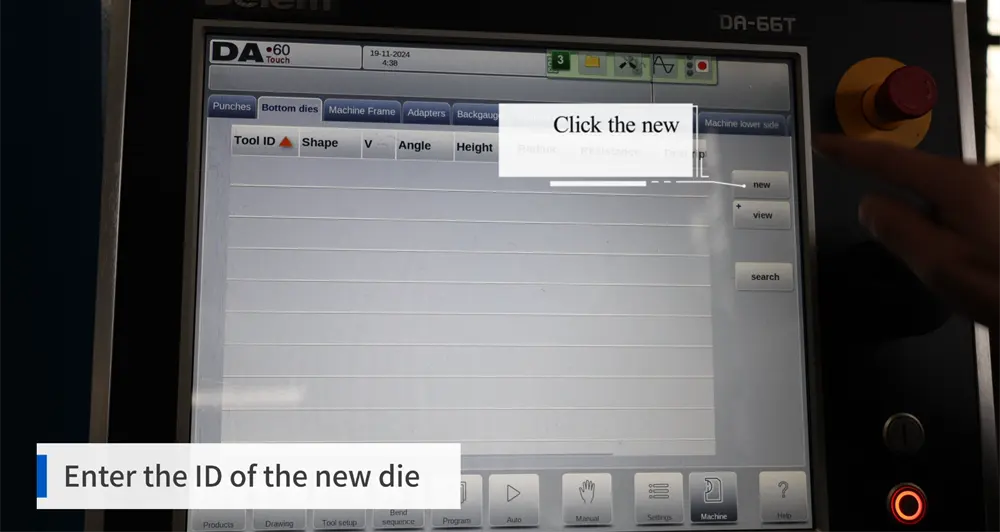
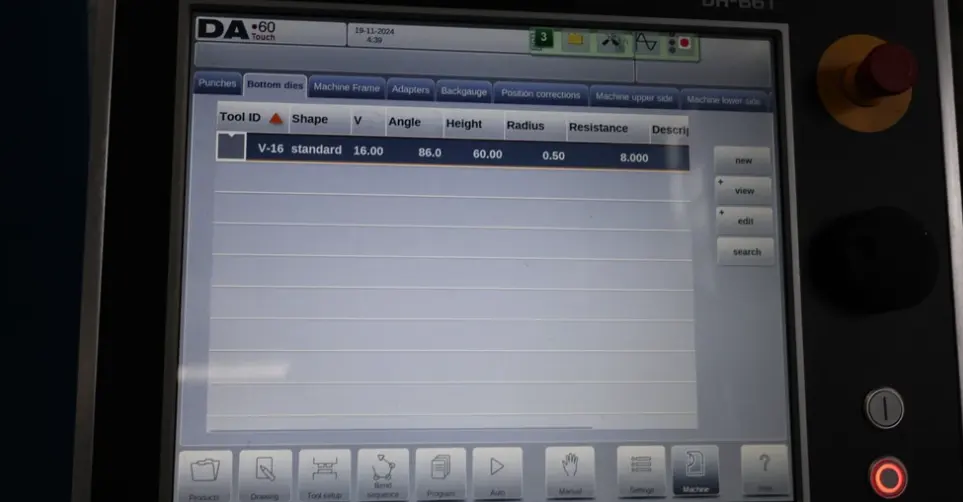
1. ダイスには「新しい追加」を選択
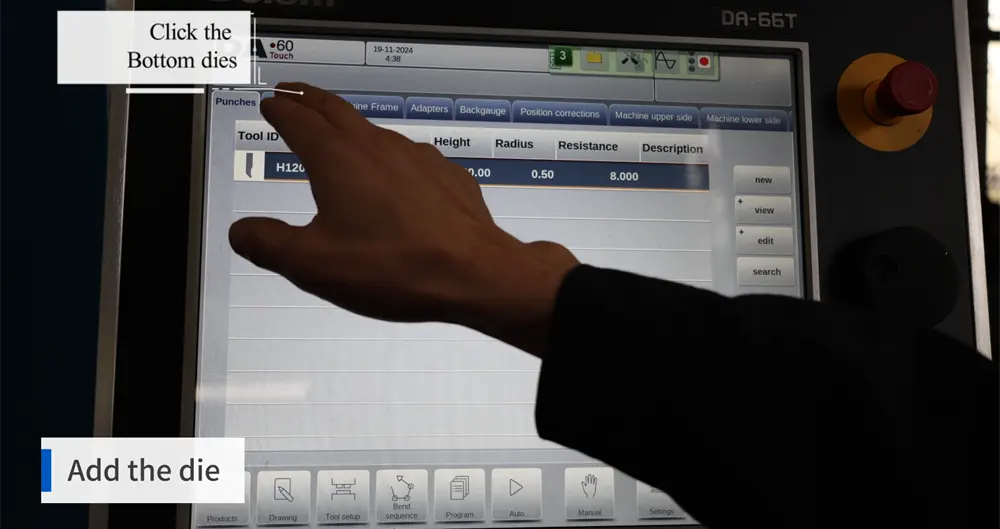
コントローラーのダイセットアップセクションで, ダイスの新しい記録を作成できます. すると、下部カビデータの新しいエントリーページに移動します.
パンチについてですが, 新しく明確に定義されたツールファイルから始めるのも良いアイデアです.
2. 名前を入力してください
サイコロに適切なIDや名前を割り当てます. 命名規則はパンチライブラリと同じであるべきです, そのため、オペレーターはセットアップ時に自分に合ったツールを簡単に特定できます.
3. サイズ
ダイの寸法を慎重に測ってください. 例:
・幅: 60 うん
・ダイの高さ: 60 うん
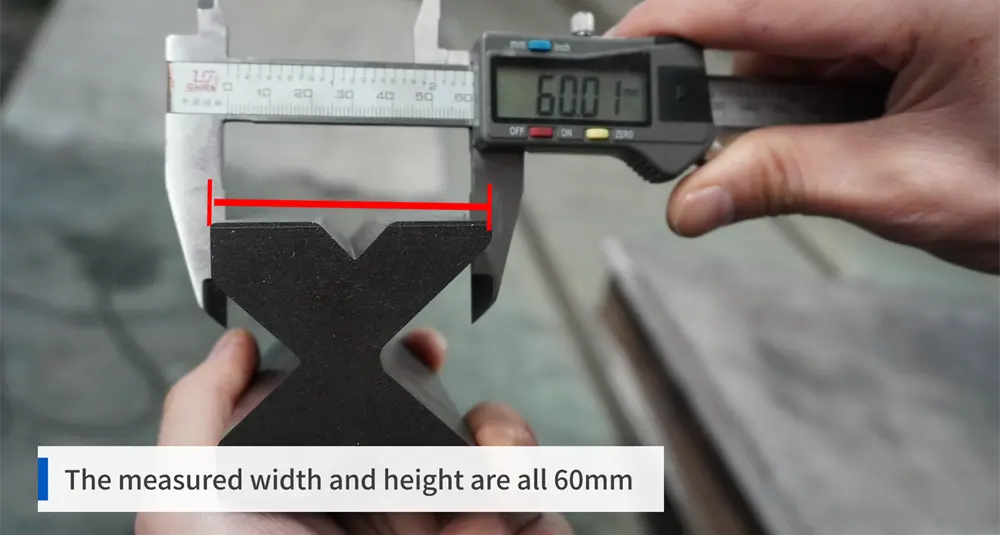
これがダイレコードの基本的なボディ寸法となります.
4. ここで登場したのがダイサイズです
両方とも応募することを忘れないでください 60 コントローラー内のMM値. これはシステムが実際のダイサイズを保存し、工具計算や表示に活用する方法です.
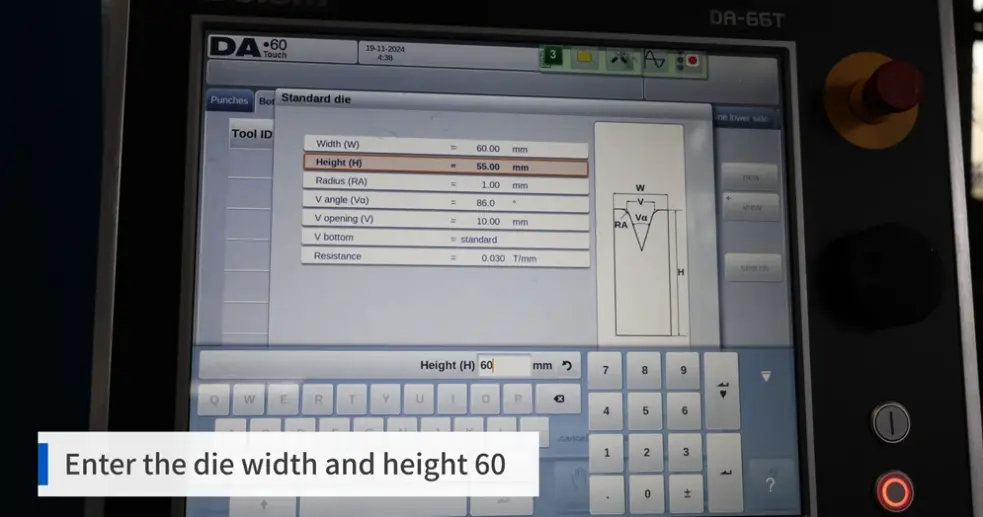
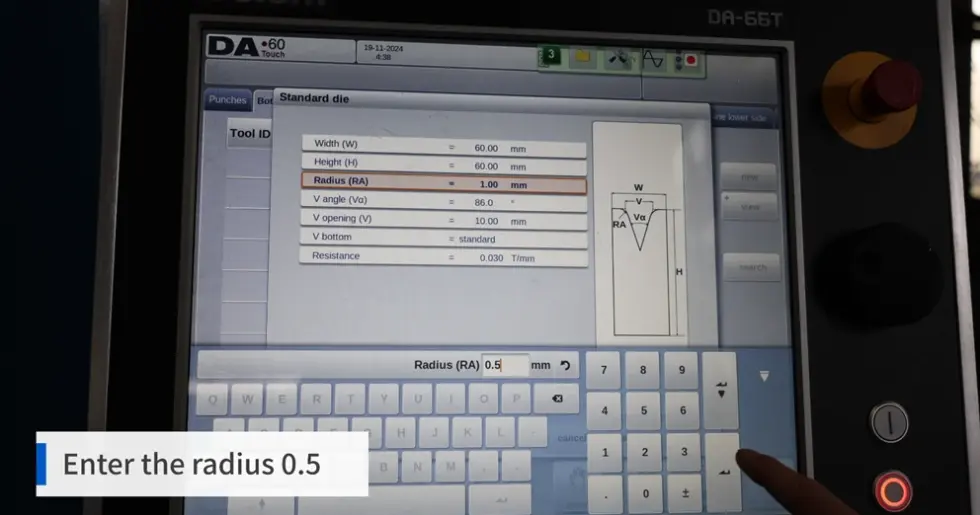
5. スロット角度と半径の登場
次にダイスの角度と半径を入力します. 例えば:
• スロット角: 86°
・半径: 0.5 うん
これらの値は実際に使っているツールと一致しているはずです, パンチのデータと同様に.
6. スロット幅の測定と入力
ダイスロット幅は 16 うん. それを測定してください, システムに値を入力.

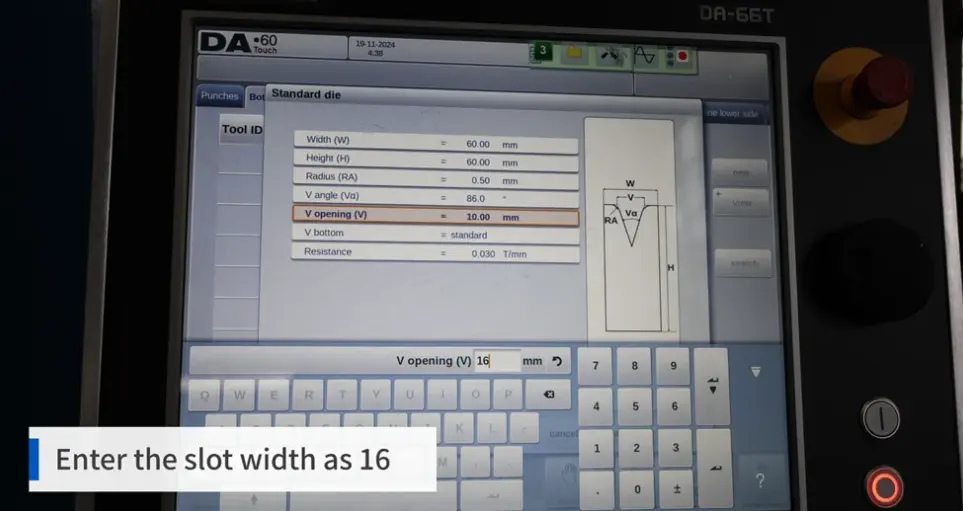
ダイの開口部の幅は曲げ挙動や部品の品質に直接関係しているからです, これは埋めるべき重要な分野です.
7. ダイ・レジスタンスエントリー
ダイ抵抗の値を記録する. この場合, また、 8.
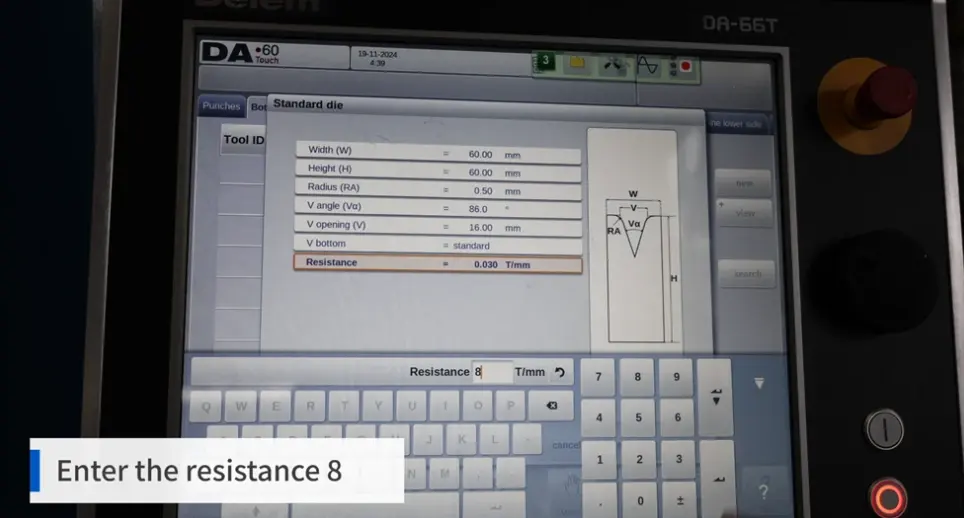
正しい値を適用することで、工具ファイルが完全で作業場の工具データの慣行に合致するのを確実にします.
8. 保存して最終化
最終決定と保存前に、必ず完全なダイエントリーを確認してください. 次元が, 角, 半径, スロット幅, 抵抗は正しいです, セーブ・ザ・ダイプロファイル.
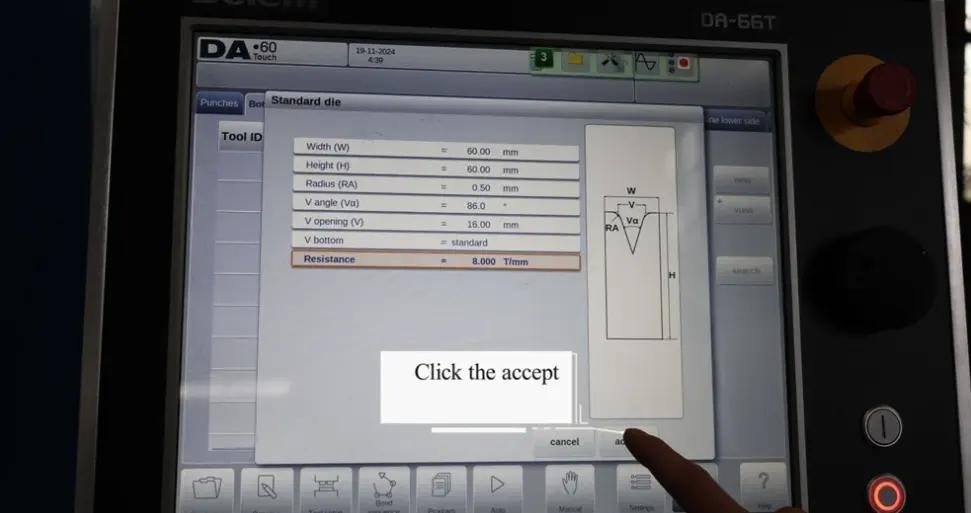
この時点で, 下のツールはコントローラー内にあり、プログラムしたり本番環境に投入したりできます.
結論
このプロセスを進めることで, オペレーターはプレスブレーキデレムコントローラー内でより正確な工具ライブラリを構築し、日々のセットアップ作業をより信頼性向上させることができます. 最初の段階で重要なのはスピードではありません. 重要なのは正確な測定です, 正しいエントリー, そしてクリーンな最終審査.
JSラゴスのために, 安定した曲げはラムが動くずっと前から始まっています. それは、パンチやダイスがコントロールでどのように定義されているかから始まります. 工具データが正しく入力されている場合, 機械のプログラミングが容易になる, 繰り返しやすい, 生産においてより信頼しやすくなっています.