


















Аэрокосмический пресс-тормоз: характеристики, материалы и руководство по выбору точного формования
Не каждый пресс-тормоз квалифицируется какПресс-тормоз аэрокосмического класса. Аэрокосмическая промышленность требует точности изгибания с точностью до ±0,01 мм, повторяемых результатов на титановых и высокопрочных алюминиевых сплавах, а также конфигураций машин, обеспечивающих полную производственную прослеживаемость. Универсальный пресс-тормоз с ЧПУ — даже тщательно укомплектованный — часто не соответствует этим требованиям без правильной системы привода, контроллера, инструментов и стандарта калибровки.
В этом руководстве подробно объясняется, что на самом деле означает аэрокосмическая классность в терминах машин, на какие характеристики обращать внимание и как выбрать подходящий пресс-тормоз для работы с точной аэрокосмической формовкой.
Что делает пресс-тормоз «аэрокосмическим классом»?

ТерминПресс-тормоз аэрокосмического класса— это машина, которая соответствует требованиям по точности, повторяемости и отслеживаемости стандартов аэрокосмического производства. Это не маркетинговый ярлык — это конкретный порог возможностей.
Чтобы пресс-тормоз соответствовал авиационному классу, он должен обеспечивать:
- Точность позиционирования от ±0,005 мм до ±0,01 мм по оси Y (рам) и обратной колее
- Повторяемость углового изгиба ±0,1° или более За полный производственный цикл
- Измерение угла в реальном времени или активная коррекция — не просто заданные параметры
- Полная возможность ведения журнала данных для отслеживаемости отдельных записей изгибов деталей
- Механическая устойчивость Через колебания температуры и расширенные производственные циклы
На практике это означает сервоэлектрические или премиальные серво-гидравлические приводные системы, линейные энкодеры вместо роторных, продвинутые контроллеры ЧПУ с угловой обратной связью и жёсткие рамы, которые не изгибаются под нагрузкой.
Стандартные пресс-тормоза с ЧПУ нацелены ±0,1 мм и угловой допуск ±0,5°. Аэрокосмическая работа требует в пять-десять раз более жёсткой — и каждое техническое решение машины должно это соответствовать.
Аэрокосмические материалы: с чем должен справляться ваш пресс-тормоз
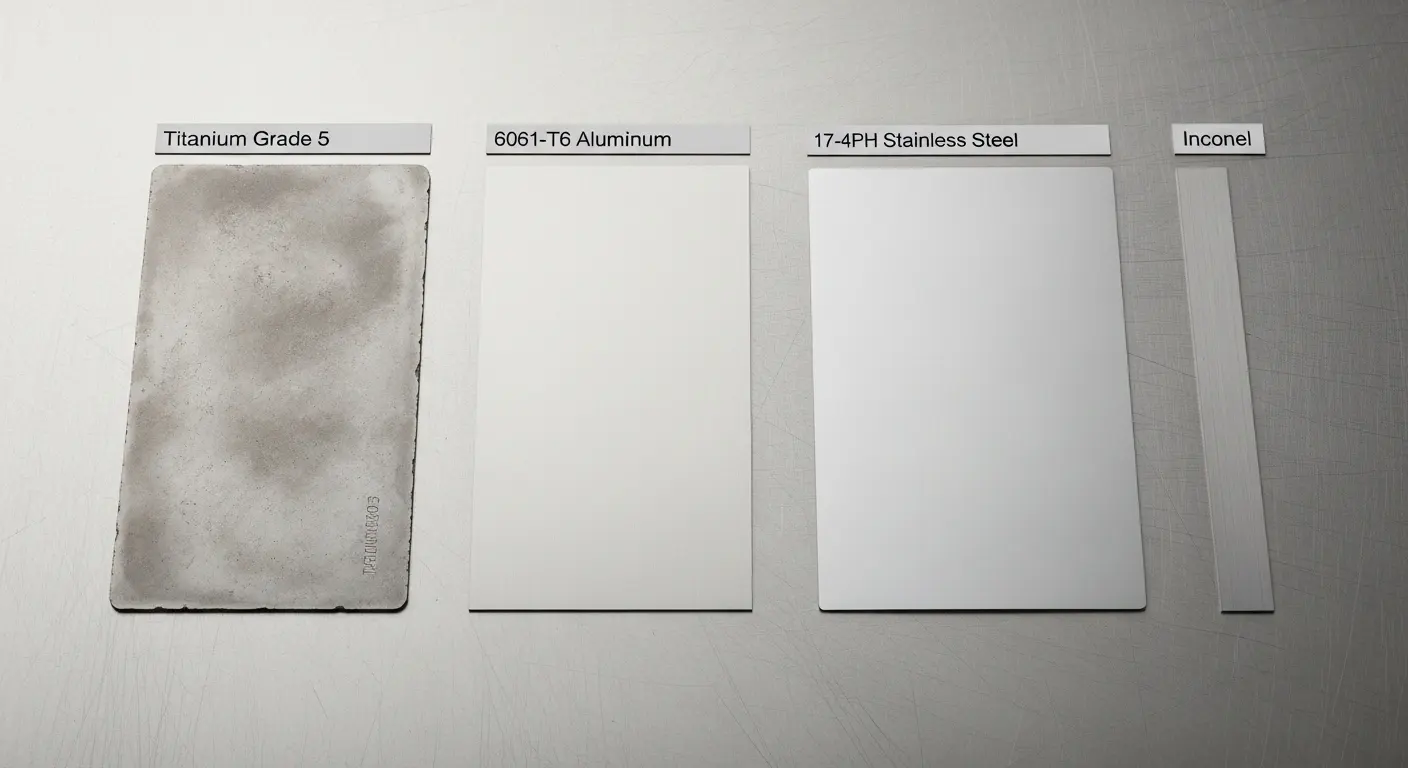
Аэрокосмическая обработка использует материалы, которые сильно давят пресс-тормоза по сравнению с стандартной стальной конструкцией. AnПресс-тормоз аэрокосмического классанеобходимо настроить для корректной обработки каждого из них.
Титан (Grade 2, Grade 5 Ti-6Al-4V)— Титан — самый прочный материал для постоянного изгиба в аэрокосмической работе. У него высокое соотношение прочности к весу, значительный откат пружины (обычно 3–5° на 90° изгиб) и узкое окно пластичности. Слишком резкий изгиб приводит к трещинам. Изгиб без компенсации пружинного отступа приводит к недопустимым фланцам. Минимальный радиус изгиба обычно составляет 2–3× толщины материала для Grade 5.
Алюминиевые сплавы (6061-T6, 7075, 2024)— Аэрокосмические алюминиевые пружинные задние панели имеют угол от 1° до 2° на 90° на 90° на 6061-T6. Более прочные сплавы, такие как 7075 и 2024, менее прощающие. Отделка поверхности имеет значение — анодированные и облицованные поверхности легко следят из-за неправильного радиуса изготовления инструмента или чрезмерного давления зажима.
Сплавы инконеля и никеля— Используется для компонентов двигателя и тепловых конструкций. Эти материалы требуют значительно большего тоннажа, чем предполагает их толщина, и они быстро затвердевают во время формовки. Износ инструментов агрессивный.
Нержавеющая сталь (17-4PH, 15-5PH)— Нержавеющие сорта, закалённые осадками, используемые в аэрокосмических конструкциях, требуют точной коррекции изгиба — компенсация 2–3° на 90° в большинстве случаев.
Понимание вашего основного материала определяет каждое решение о спецификациях для васПресс-тормоз аэрокосмического класса— от выбора тоннажа до требований к контроллерам и инвестиций в инструменты.
Стандарты допуска для аэрокосмических работ с пресс-тормозами
Аэрокосмические допуски не просто более строгие — они принципиально отличаются от общих стандартов производства.
Для стандартных работ с пресс-тормозом с ЧПУ отраслевой нормой:
- Линейное позиционирование: ±0,1–0,2 мм
- Угловая допуск: ±0,5°
- Точность обратного калибра: ±0,15 мм
ДляПресс-тормоз аэрокосмического класса, требуемые стандарты:
- Линейное позиционирование: ±0,01–0,05 мм
- Угловая допуск: ±0,1° до ±0,3°
- Точность обратного калибра: ±0,01 мм
- Повторяемость на протяжении 500 циклов: отсутствие дрейфа от заданных параметров
Сложность этого заключается в том, что эти допуски необходимо поддерживать на всех этапах производства — а не только на первом изгибе только что откалиброванной машины. Колебания температуры, износ инструмента, изменения вязкости гидравлической жидкости и смещение рамы под нагрузкой со временем приводят к дрейфу. AnПресс-тормоз аэрокосмического классаОн управляет всем этим через активную компенсацию, а не просто тщательную настройку.
Для магазинов, управляющихПеременный угол пресс-тормоз ЧПУС помощью коррекции датчиков в реальном времени эти диапазона допуска достижимы — но только если базовые характеристики машины с самого начала достигли уровня точности в аэрокосмической отрасли.
Ключевые характеристики пресс-тормоза аэрокосмического класса
При оценке машин именно эти характеристики отличают аэрокосмические конфигурации от стандартных пресс-тормозов с ЧПУ.
Приводная система— Сервоэлектрический — лучший выбор для аэрокосмической точности. Отсутствие гидравлической жидкости означает отсутствие изменений вязкости при температуре, более быстрое время отклика и повторяемость позиционирования на уровне ±0,005 мм. AЭлектрический пресс-тормоз весом 40 тоннявляется практическим входным пунктом для работы с небольшими аэрокосмическими компонентами и прототипами.
Тип кодировщика— Линейные энкодеры стеклянного масштаба на оси Y обязательны для аэрокосмической точности. Роторные энкодеры на валу мотора создают механическую игру. Линейные энкодеры измеряют фактическое положение оперативной памяти напрямую, а не предполагаемое через трансмиссию.
Подсчёт по оси— Аэрокосмические детали часто имеют несколько фланцев, сложную геометрию и особенности с близкими допусками, что требует точного перестановки заднего датчика в середине последовательности. Конфигурация с 6 осями (Y1, Y2, X, R, Z1, Z2) является стандартом для работы с многоизгибом аэрокосмического уровня. Для деталей с чувствительными к коронке длинными линиями изгиба также требуется ось V (активное коронирование).
Контроллер ЧПУ— Контроллер должен поддерживать базы данных компенсации с пружинным отходом по классу материала, интеграцию измерения углов в реальном времени и ведение производственных данных. Контроллеры, такие как Delem DA69S и DA69T, соответствуют этим требованиям.
Жёсткость рамки— Аэрокосмическая точность требует рамы, которая не изгибается под нагрузкой. Рамы с снятием напряжений, обработанные ЧПУ с закрытой конструкцией C-образной или O-образной рамы сохраняют параллелизм между рамой и платформой при полном тоннаже.
AПресс-тормоз с приводом сервомоторасочетает точность позиционирования и энергетические характеристики, необходимые аэрокосмической работе, без сложности управления жидкостями, характерной для полных гидравлических систем.
Сервоэлектрическая или серво-гидравлика: что лучше для аэрокосмической отрасли?
Обе приводные системы способны достигать уровня аэрокосмической точности. Разница заключается в том, как они туда попадают и сколько стоят на содержание.
| Технические характеристики | Servo-Electric | Серво-гидравлические |
|---|---|---|
| Точность позиционирования | ±0,005 мм | ±0,01–0,02 мм |
| Температурная стабильность | Отлично — изменений вязкости жидкости нет | Хорошо — с гидровлическими системами с контролируемой температурой |
| Время ответа | Очень быстро | Быстрый (зависит от сервоклапана) |
| Тоннажный диапазон | Лучший до ~200T | Лучше всего 150T для тяжёлой работы |
| Содержание | Низкий — нет гидравлической жидкости | Средняя — жидкость, уплотнения, фильтры |
| Энергопотребление | Нижний — мотор работает только по требованию | Выше — насос работает непрерывно |
| Лучшее применение | Прецизионные аэрокосмические компоненты, тонкий материал | Конструкционные аэрокосмические детали, формирование больших тоннажей |
Для большинства аэрокосмических листовых металлических работ — кронштейны, ребра, оболочки и корпуса в диапазоне от 0,5 мм до 6 мм — сервоэлектрический режим является очевидным выбором. Отсутствие изменений гидравлической жидкости означает, что машина работает одинаково на первом и последнем повороте переключения.
Для тяжёлых конструктивных аэрокосмических компонентов, где тоннаж превышает 200 тонн, премиальная сервогидравлическая система с контролируемой температурой жидкости и пропорциональными сервоклапанами может удовлетворить требования к аэрокосмической точности при меньших капитальных затратах для высокой тоннажной вместимости.
Инструменты для аэрокосмического изгиба пресс-тормозов
Одна машина не обеспечивает аэрокосмической точности. Инструменты столь же критически важны дляПресс-тормоз аэрокосмического класса.
Радиус пробивания титана— Титан требует большого радиуса пробоевой носа, чем сталь эквивалентной толщины. Общее правило — минимум толщина материала 3× для Ti-6Al-4V. Острые радиусы вызывают трещины на линии изгиба титана, даже если скорость изгиба машины правильно контролируется.
Твёрдость поверхности инструмента— Аэрокосмические инструменты обычно используют прецизионно шлифованную инструментальную сталь с твёрдостью поверхности 58–62 HRC. Более мягкие инструменты изнашиваются быстрее под титаном и высокопрочной сталью, а деградация поверхности приводит к колебаниям угла при производстве.
Согласованность высоты инструмента— Для аэрокосмической точности все инструменты в многостанционной системе должны соответствовать высоте с пределами ±0,01 мм. Точное зажимное устройство Wila с самосидящимися головками для инструментов является стандартом в аэрокосмических конфигурациях.
Контроль зазора для облицованных и анодированных поверхностей— Многие аэрокосмические алюминиевые детали имеют защитные покрытия. Стандартные V-образные штампы с острыми поверхностями с радиусом на плечах, покрытыми царапинами. Полиуретановые вставки или полированные радиусы защищают целостность поверхности во время формовки.
Хорошие инструменты в сочетании сПресс-тормоз аэрокосмического классаОбеспечивает точность на протяжении длительных производственных циклов — не только при начальной установке. TheТяжёлый гидравлический металлический сдвигдля точного оглушания ироботизированная сварочная машина MIG/TIGДля дальнейшей сборки выполните полный рабочий процесс точного изготовления, необходимый для цепочек поставок в аэрокосмической отрасли.
Качество, прослеживаемость и соответствие требованиям в аэрокосмическом изгибе
Клиенты аэрокосмической отрасли не просто покупают детали — они проводят аудит процесса их производства. AnПресс-тормоз аэрокосмического классаНужно поддерживать систему управления качеством вашей мастерской, а не просто делать точные изгибы.
AS9100 Rev D— Стандарт управления качеством для производителей аэрокосмической отрасли. Контроллер ЧПУ вашего пресс-тормоза должен уметь фиксировать параметры изгиба (сила, положение оси Y, расположение заднего датчика, дата/время, идентификатор оператора) за каждый производственный этап. Некоторые клиенты требуют отслеживаемость по каждой части для сериализированных компонентов.
Аккредитация NADCAP— Мастерские, поставляющие крупные аэрокосмические OEM-производители, часто нуждаются в сертификации NADCAP для специальных процессов, включая формовку листового металла. Для этого требуется документированный контроль процессов, записи калибровки машин и сертификация материалов, связанных с каждой производственной партией.
Калибровка и сертификация машин— AnПресс-тормоз аэрокосмического классанеобходимо калибровать с определёнными интервалами с использованием прослеживаемых стандартов. Большинство контрактов на поставки в аэрокосмической отрасли указывают частоту калибровки (обычно каждые 6–12 месяцев) и требуют, чтобы калибровочные записи были доступны по запросу.
Первая инспекция предметов (FAI)— Покупатели аэрокосмической отрасли регулярно требуют документацию FAI по новым деталям, включая измерения угла изгиба, длину фланцов и сертификацию материалов. Контроллер ЧПУ вашей машины должен уметь экспортировать производственные параметры, используемые для каждого запуска FAI.
Для магазинов, закупающихПресс-тормоз аэрокосмического классаОт зарубежных поставщиков подтверждение наличия документации по соответствию до покупки позволяет избежать дорогостоящих пробелов в сертификации после доставки.
Как оценить пресс-тормоз аэрокосмического класса перед покупкой
Используйте эти пять вопросов, чтобы оценить любую машину перед покупкой.
1. Какова фактическая точность позиционирования — измеряется, а не оценивается?
Попросите независимые отчёты о калибровочных тестах, а не только заявления из технических листов. Аэрокосмическая точность при ±0,01 мм должна проверяться под нагрузкой, а не только при нулевой силе.
2. Какой тип энкодера используется на оси Y?
Убедитесь, что линейные стеклянные энкодеры — стандартное оборудование, а не опциональное обновление. Роторные энкодеры не подходят для уровней точности в аэрокосмической отрасли.
3. Поддерживает ли контроллер компенсацию пружинного отката по сорту материала?
Аэрокосмическая работа охватывает несколько сплавов с разным поведением пружинного движения. Вашему контроллеру нужна программируемая база данных материалов — а не просто одно значение коррекции.
4. Может ли машина записывать и экспортировать производственные данные за партию или по деталям?
Отслеживаемость AS9100 требует этого. Убедитесь, что у контроллера есть возможность экспорта через USB или сеть с включением логирования параметров.
5. Какова точность машины после термической стабилизации?
Машина может иметь характеристики ±0,01 мм, но дрейфовать при рабочей температуре. Запросите данные о точности после 2 часов работы — это реальная операционная спецификация.
Часто задаваемые вопросы о пресс-тормозах аэрокосмического класса
Что такое пресс-тормоз аэрокосмического класса?
Пресс-тормоз аэрокосмического класса — это пресс-тормоз с ЧПУ, который соответствует стандартам точности и повторяемости, необходимым для аэрокосмического производства. Обычно он обеспечивает точность позиционирования ±0,005–0,01 мм, угловую повторяемость ±0,1°–±0,3°, активную коррекцию пружинного возврата и полный журнал производственных данных для отслеживания.
Какую точность требуется для аэрокосмического изгиба?
Аэрокосмическое изгиб обычно требует угловой допуска ±0,1°–±0,3° и линейного положения ±0,01–±0,05 мм. Эти допуски должны сохраняться на всех производственных партиях, а не только при начальных настройках. Это на 5–10× больше общих допусков изготовления.
Может ли гидравлический пресс-тормоз достичь аэрокосмической точности?
Да, премиальный серво-гидравлический пресс-тормоз с линейными энкодерами, жидкостью с контролируемой температурой и пропорциональными сервоклапанами может достигать уровня аэрокосмической точности. Для максимальной точности — особенно на тонком титане и алюминии — сервоэлектрические приводы более стабильны, поскольку устраняют вариабельность гидравлической жидкости.
С какими материалами работает пресс-тормоз аэрокосмического класса?
Пресс-тормоза аэрокосмического класса работают с титаном (2 и 5 классы), алюминиевыми сплавами (6061-T6, 7075, 2024), закалённой осадками нержавеющей стали (17-4PH, 15-5PH), инконелем и другими никелевыми сплавами. Каждый материал требует определённой компенсации пружинного отхода, радиуса изготовления инструментов и параметров скорости сгиба.
В чём разница между пресс-тормозом аэрокосмического класса и стандартным пресс-тормозом с ЧПУ?
Стандартный пресс-тормоз с ЧПУ рассчитан на позиционирование ±0,1 мм и угловой допуск ±0,5°. Пресс-тормоз аэрокосмического класса рассчитан на позиционирование ±0,005–0,01 мм и угловой допуск ±0,1°–±0,3° — обычно с помощью линейных энкодеров, сервоэлектрического привода, активного измерения угла и продвинутого коррекции пружинного отъезда, которых стандартные машины не предусмотрены.