


















Освоение большого радиусного дугового изгиба с помощью пресс-тормоза ESA S860
ESA S860 Press Brake хорошо подходит для стабильного, повторяемого дугового изгиба большого радиуса на листовом металле или плитах. По сравнению со стандартным угловым изгибом, эта работа требует лучшего контроля расстояния между ступенями, отбрасывания, консистенции формования и качества поверхности. Слабая программа может привести к плоским пятнам или неравномерной кривизне.
Для пользователей JS RAGOS ESA S860 предлагает интегрированную программную среду для создания, моделирования и оптимизации последовательностей дугового изгиба. В этом руководстве будет описано, как управлять изгибом большого радиуса в контексте программирования, как графическим, так и численном, в более контролируемом и ориентированном на производство подход.
Введение to tПресс-тормоз ESA S860
Пресс-тормоз ESA S860 предназначен для Точное изгибаниеРабота, требующая прочного баланса между управлением оператором и эффективностью программирования. В приложениях с большим радиусом этот баланс становится особенно ценным, поскольку конечная форма формируется серией небольших, контролируемых изгибов, а не одним прямым штрихом. Качество результата зависит от того, насколько точно программа преобразует данные проектирования в пошаговое движение машины.
На практике ESA S860 поддерживает эту работу через ориентированный на пользователя интерфейс управления, программируемую логику изгиба и верификацию на основе симуляции. Он позволяет оператору определить профиль заготовки, ввести данные о материале, корректировать последовательность изгиба и просмотреть путь формования перед началом производства. Этот процесс помогает сократить метод проб и ошибок на производстве.
Для производителей, таких как JS RAGOS, основная ценность этой системы — не только простота использования, но и управление процессом. При правильной программе дуг большого радиуса машина может помочь в доставке:
• Более равномерное формирование кривых на всех производственных партиях.
• Лучший контроль над ступенчатой дистанцией и прогрессией изгиба.
• Меньше корректировки настроек при осмотре первых деталей.
• Лучшая повторяемость в кастомных небольших партиях.
• Большая уверенность в работе со сложными материалами.
Нет проблем с возможностями дугового изгиба ESA S860 Press Brake с системой Precision Arcbending, независимо от того, программирует ли оператор прямую панель, изогнутую панель или даже сложную структурную деталь.
Графическое программирование ESA S860: Руководящие принципы
- Активация машины и выбор графического режима
Для начала запустите машину и проверьте инициализацию контроллера ESA S860. Затем появится главный экран, и вы перейдёте к интерактивному экрану. Для дугового изгиба этот экран необходим, так как помогает оператору построить заготовку и проверить, совпадает ли запрограммированная форма с соответствующим чертежем.
Перед тем как продолжить, убедитесь, что станок настроен с соответствующими инструментами в правильных опорных позициях. Программная последовательность надёжна ровно настолько, насколько надёжна физическая настройка за ней.
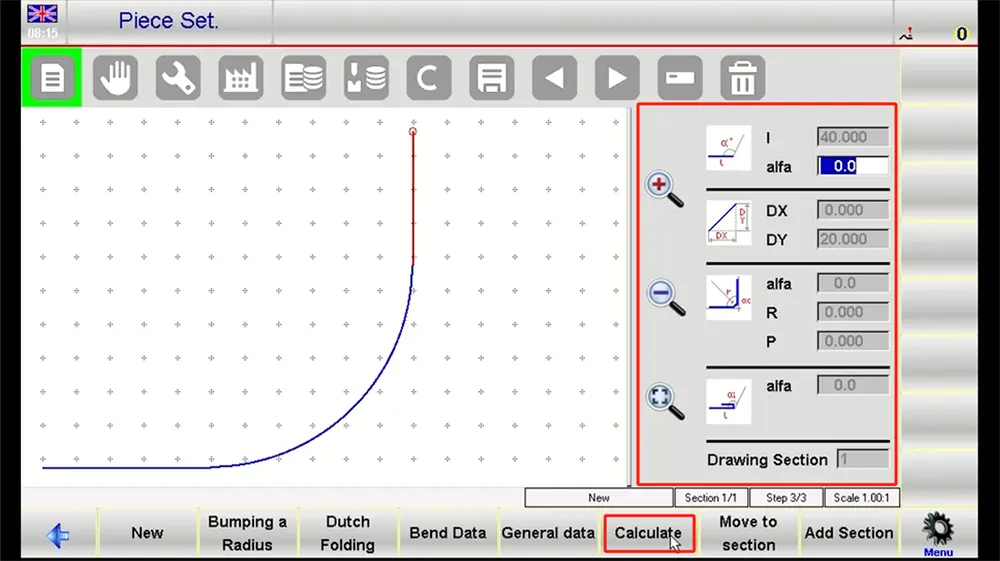
- Постройте профиль заготовки
В графическом интерфейсе создайте контур детали на основе необходимого профиля дуги. Для работы с большим радиусом оператору следует уделять особое внимание общей геометрии, а не рассматривать дугу как единую абстрактную кривую. Радиус, точки перехода, сечения фланцев и общая длина изгиба должны отражать производственный чертеж.
Используйте доступные инструменты рисования, чтобы чётко определить сечение дуги. Часто полезно проверить следующее:
• Начальные и конечные точки дуги
• Требуемое значение радиуса
• Общая длина дуги
• Если деталь включает соседние прямые участки
• Направленные свойства материала, связанные с поведением изгиба
• Аккуратный профиль на этом этапе значительно упрощает будущие корректировки.
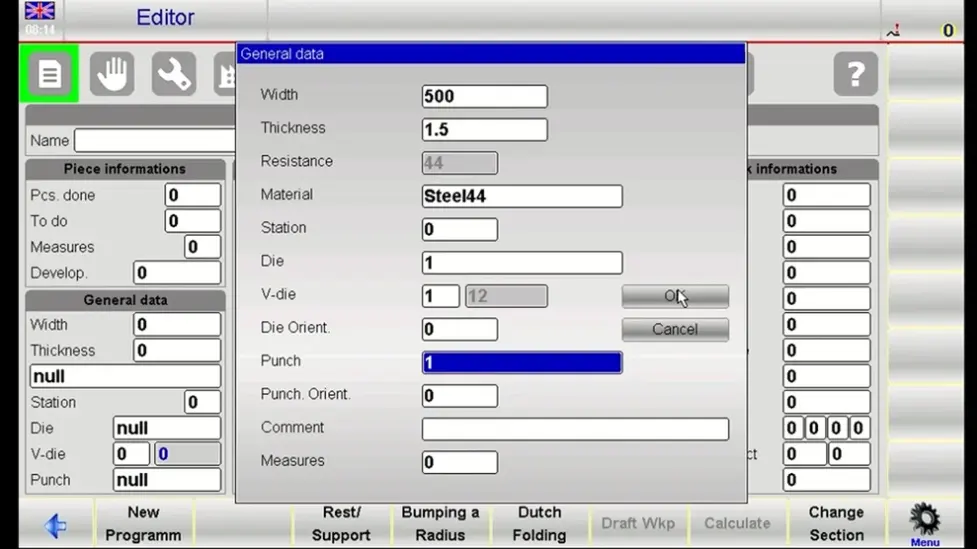
- Введите параметры материала и процесса
После определения геометрии введите тип материала, толщину листа и любые другие необходимые технологические данные. Этот шаг важен, поскольку результаты с большим радиусом сильно зависят от поведения материала. Нержавеющая сталь, мягкая сталь и алюминий не реагируют одинаково при ступенчатом изгибе.
ESA S860 использует эту информацию для поддержки расчета изгибов и планирования процесса. Если в вашей мастерской есть известные значения пружинного возврата или логическая коррекция предпочтения для определённых материалов, введите их на этом этапе, чтобы программа отражала реальные условия производства, а не только теоретические.
- Автоматическая генерация последовательности изгиба
Когда профиль и информация о материале будут готовы, используйте автоматическую функцию расчёта контроллера для генерации пути изгиба. ESA S860 вычислит последовательность инкрементальных изгибов, приближающих требуемую дугу большого радиуса.
Эта автоматическая функция экономит время, но она никогда не должна заменять обзор. Оператору всё ещё предстоит проверить:
• Подсчёт изгибов
• Шаговое расстояние
• Распределение углов
• Совместимость инструментов
• Возможность обращения с деталями во время последовательности
Если сгенерированная программа выглядит слишком агрессивно или грубо, дорабатывайте её вручную. Более гладкая дуга часто зависит от меньших, хорошо сбалансированных этапов формирования.
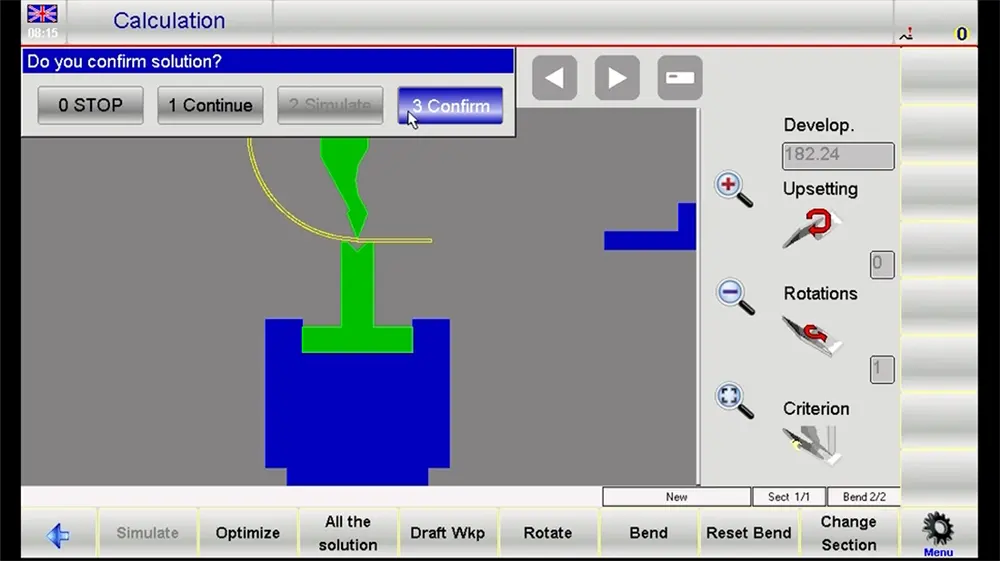
- Симулировать и проверить программу
Запустите симуляцию перед отправкой задания на машину. Это один из самых ценных этапов в рабочем процессе ESA S860 Press Brake. Симуляция помогает оператору проверить, логична ли последовательность, правильная ли ориентация деталей и могут ли возникнуть помехи при изгибе.
При проверке следующее:
• Непрерывность дуги на всей зоне изгиба
• Возможные столкновения инструментов и заготовок
• Посадка заднего датчика (если применимо) в последовательность
• Перемещение или движения, которые могут быть нереалистичными
• Рисование и согласованность конечной формы
Если нужно, вернитесь к предыдущим шагам и внесите корректировки, чтобы изгибать инкременты или значения компенсации.
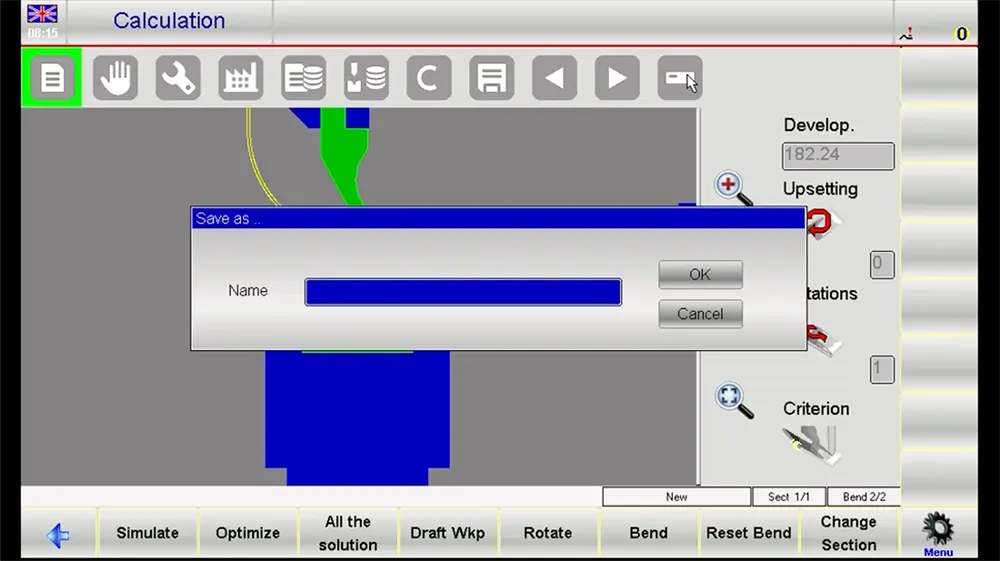
- Сохраняйте и готовьтесь к производству
После подтверждения симуляции сохраняйте программу с чётким и узнаваемым названием части и редакцией. После этого переключайтесь в режим работы и готовьтесь к первому запуску. Оператор также должен подтвердить, что инструменты установлены, материал выровнен и станок готов к работе перед формовкой.
Подробные шаги fили численное программирование of THAT S860
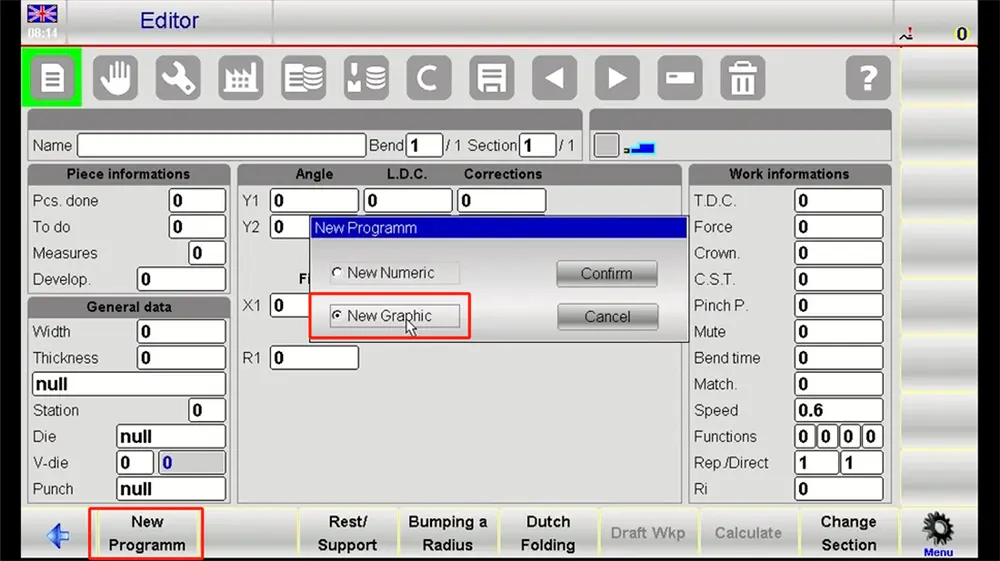
• Создать новую программу
В числовом режиме начинайте с создания нового файла программы. Вводите практическое название программы, которое поможет в будущем поиски. Этот метод полезен для операторов, предпочитающих прямое ввод параметров или нуждающихся в создании задачи из размерных данных, а не из нарисованного профиля.
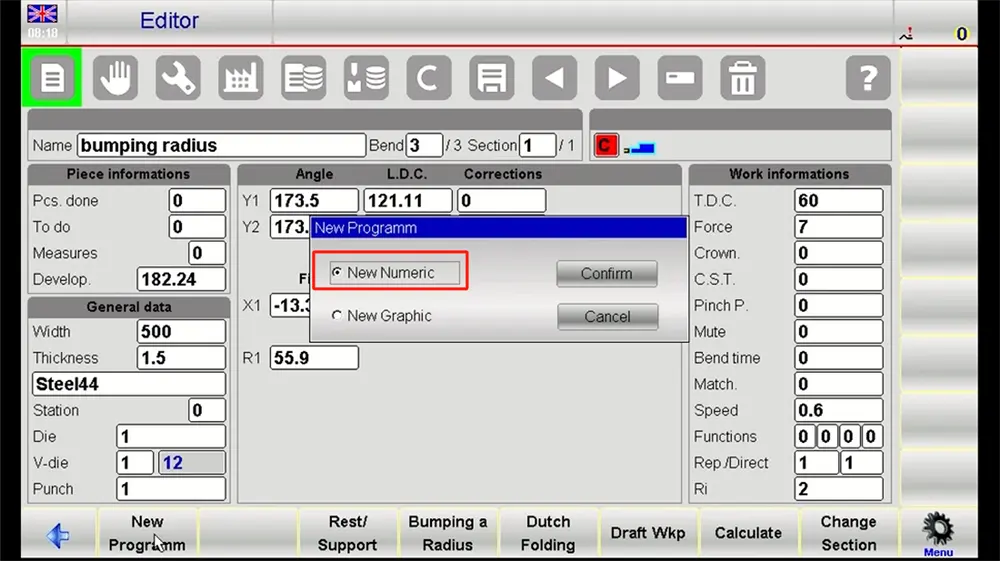
Для приложений с большим радиусом определите тип работы так, чтобы отражать фактический используемый метод формования.
• Ввод данных по материалам
Введите тип материала, толщину и соответствующие значения коррекции. Это основа программы. Если у материала известна тенденция к откачиванию назад, компенсацию следует включать заранее, а не оставлять на повторную пробную корректировку на машине.
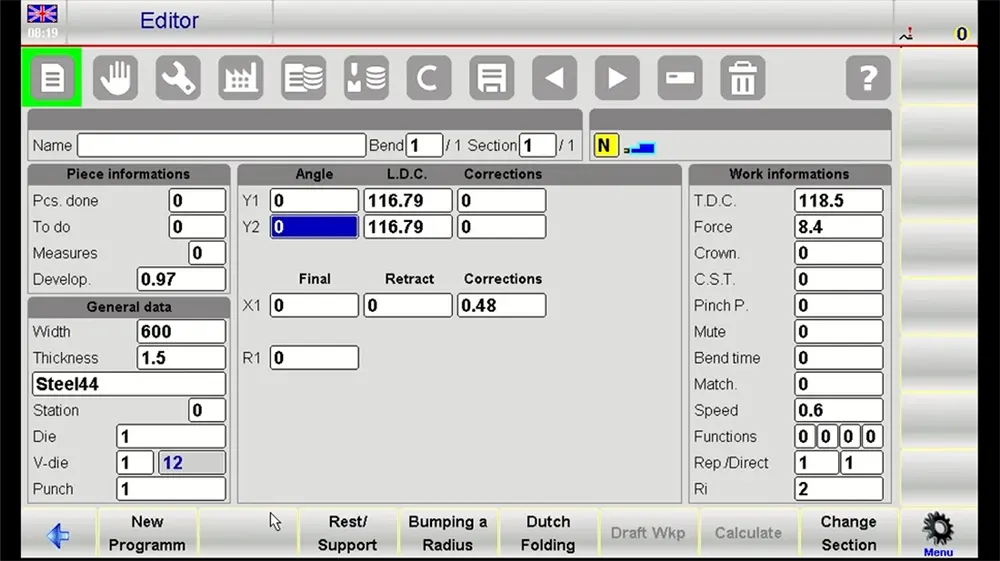
• Задать основные параметры изгиба
Далее введите данные о дуге сердечника. Обычно это включает радиус цели, общий угол изгиба и эффективную длину изгиба. Эти значения должны соответствовать требованиям технического чертежа и процесса.
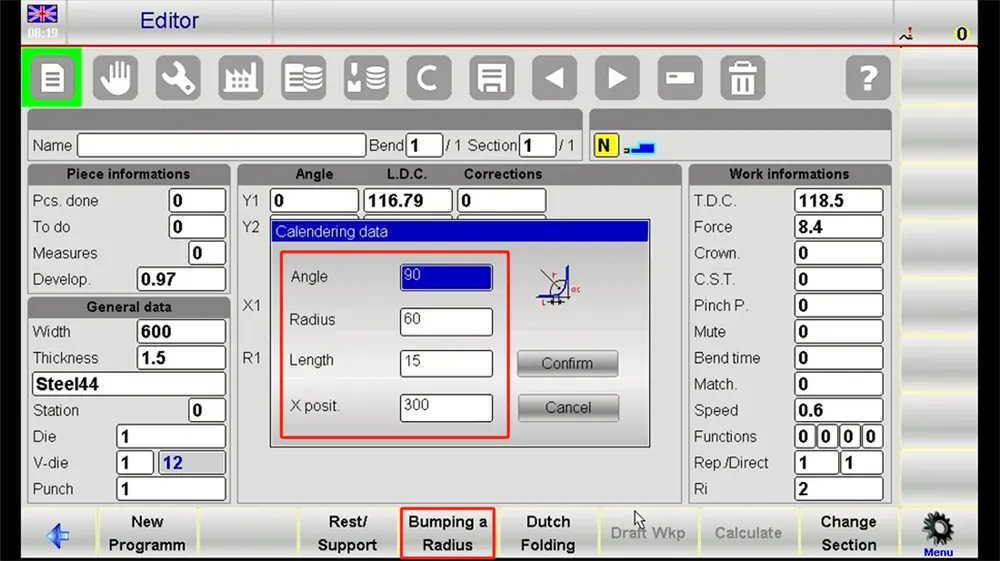
ESA S860 Press Brake использует эту информацию для структурирования числовой логики работы. Точность здесь напрямую влияет на качество сгенерированной прогрессии изгиба.
• Определить этапы изгиба
Разбейте дугу большого радиуса на отдельные этапы формирования. Кривая также может формироваться с помощью последовательности измеренных шагов углов, совмещённых с соответствующими расстояниями подачи. Величина шага будет зависеть от таких факторов, как размер радиуса, выбор материала, толщина и стандарт качества поверхности.
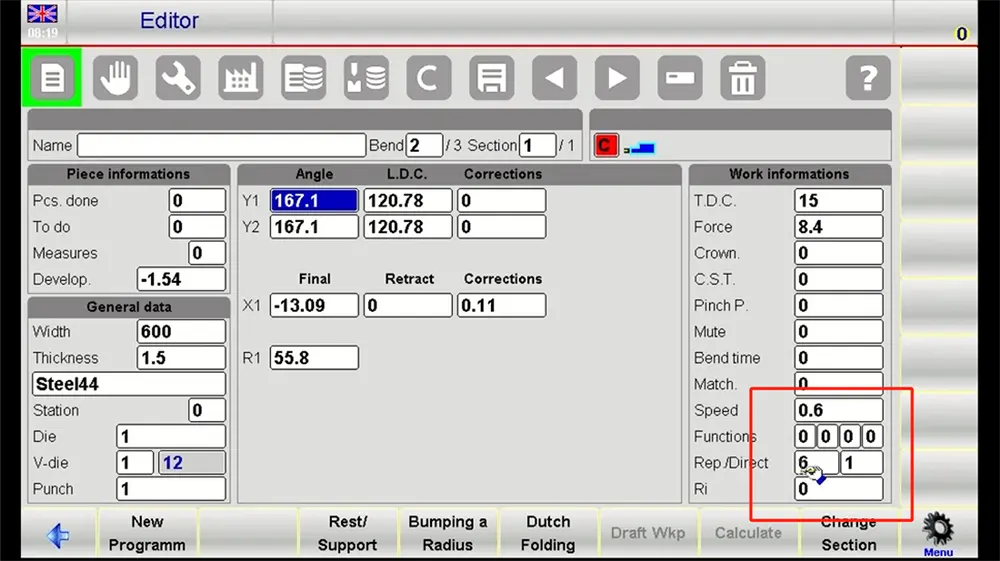
Лучший результат с большим радиусом обычно достигается сбалансированным шаговым планированием, а не чрезмерной коррекцией после начала производства.
• Моделировать и оптимизировать
Снова используйте функцию симуляции управления для просмотра числовой программы. Имейте в виду реализм и вопросы непрерывности. Если у машины возникнут трудности с выполнением определённых шагов, дайте симуляции запуститься перед переходом к пресс-тормозу, а в случае плохой непрерывности дуги — корректировать перед переходом.
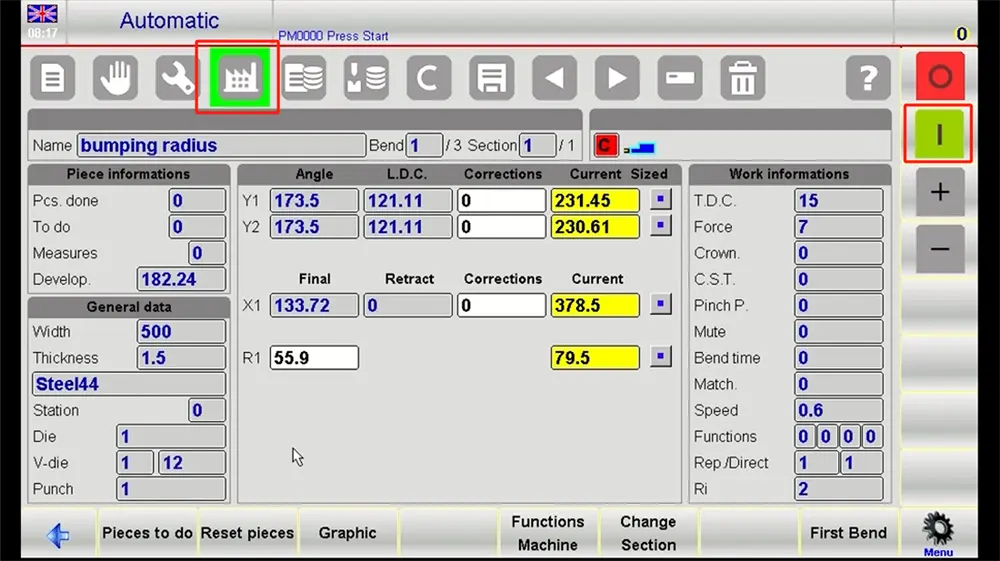
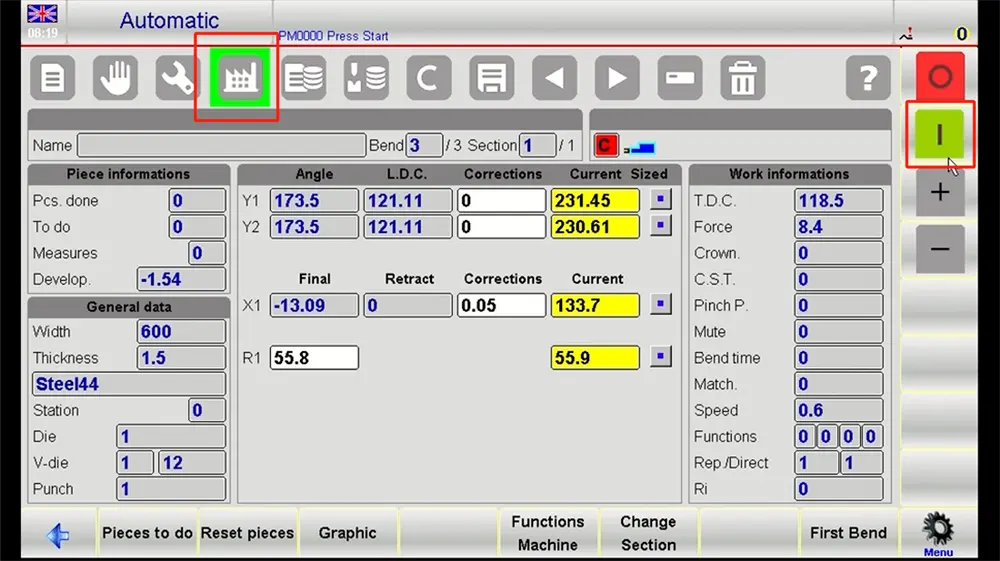
• Сохранить и выполнить
После проверки числовой программы необходимо сохранить её в библиотеке программ машины. Затем переключитесь в режим работы и подготовьте первый пробный элемент. Тщательно измеряйте сформированную дугу и сравните её с целевым значением. Небольшие доработки всё равно могут потребоваться, но хорошо разработанная программа ESA S860 должна сократить количество необходимых коррекций на цехе.
Заключение
Пресс-тормоз ESA S860 предоставляет производителям практическую и профессиональную платформу для управления дуговым изгибом большого радиуса с помощью графического и числового программирования. Для пользователей JS RAGOS его ценность заключается в структурированном программировании, более чёткой проверке и лучшем контроле множества переменных, влияющих на качество дуги.
Когда операторы следуют дисциплинированному процессу — созданию профиля, вводу материалов, генерации последовательностей, моделированию и валидации первого элемента — они могут повысить согласованность, сократить потерю времени настройки и добиться более плавных результатов дуги. В реальном производстве это гораздо важнее, чем просто завершение программы. Он поддерживает повторяемую производительность изгиба, более эффективный рабочий процесс и прочную основу для требовательных производственных работ.