


















Прецизионный ЧПУ-изгибатель для алюминия: полное руководство для покупателя
Прецизионный ЧПУ-изгибатель для алюминия обеспечивает угловую допуск ±0,1–0,2° — но только при выполнении трёх условий: правильного сплава, ЧПУ-станка с компенсацией угла в реальном времени и специфической для алюминиевой оснастки. Большинство покупателей обнаруживают проблемы с допуском уже после отправки машины, а не раньше. Это руководство даст вам цифры и контрольный список, который нужно правильно указать перед покупкой. Вы получите достижимую таблицу допусков по уровням станка, сравнение сплавов (5052 против 6061), шестипунктовый чек-лист функций ЧПУ и чёткие рекомендации по каждому типу применения. Для полного обзора вариантов изгиба ЧПУ посетите нашРуководство по оборудованию для изгибающего металла с ЧПУ.
Какую допуск может достичь прецизионный изгибатель с ЧПУ на алюминии?
Прецизионный ЧПУ-изгибатель для алюминия достигает угловой допуск ±0,1–0,2° с помощью лазерного измерения угла и адаптивного управления. Стандартные пресс-тормоза с ЧПУ без обратной связи по углам достигают ±0,3–0,5°. Различие имеет значение. Для производства в террариуме часто допустимо ±0,5°. Для несущих компонентов аэрокосмической отрасли требование снижается до ±0,005 дюйма (примерно ±0,127 мм).
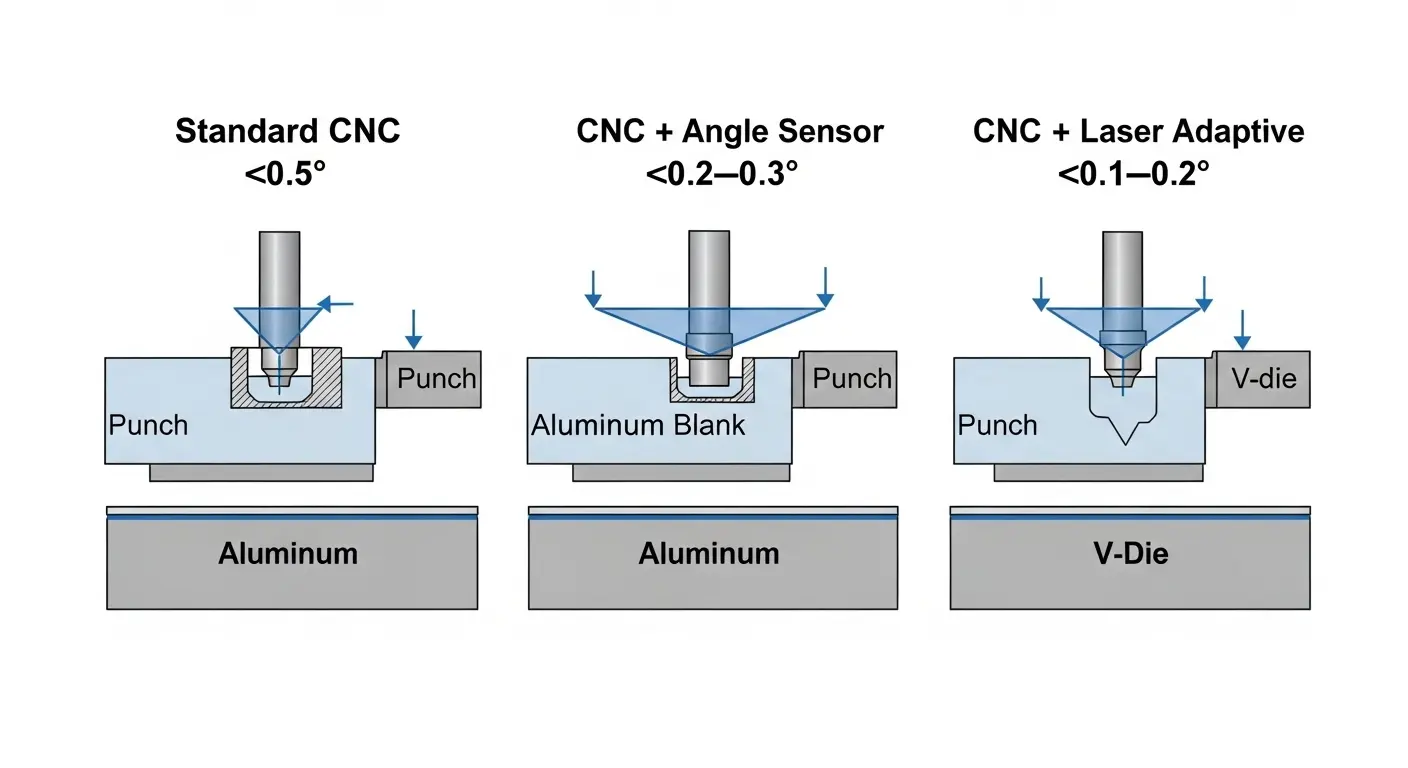
В таблице ниже показано, что каждый уровень станка с ЧПУ на самом деле обеспечивает на алюминии:
| Тип машины | Допуск к углу | Требование к ключу |
|---|---|---|
| Стандартный пресс-тормоз с ЧПУ | ±0,3–0,5° | Ручные испытания сгибаются на партию |
| ЧПУ с датчиком угла | ±0,2–0,3° | Смещение программы датчика угла |
| ЧПУ с лазерным адаптивным управлением | ±0,1–0,2° | Алюминиевый материал с лазерной обратной связью DB |
Большинство производственных мастеров, ориентированных на обычные металлические детали, работают в пределах ±0,3°. Покупателям аэрокосмической и прецизионной электроники нужны ±0,1–0,2°. Уточните, какой уровень требуется для вашего приложения, прежде чем указывать машину. Наш3-осевой пресс-тормоз с управлением Delem CNCВключает встроенную компенсацию угла в контроллер для производства алюминия.
Алюминиевый пружинный откат — что должен компенсировать ваш изгибатель с ЧПУ
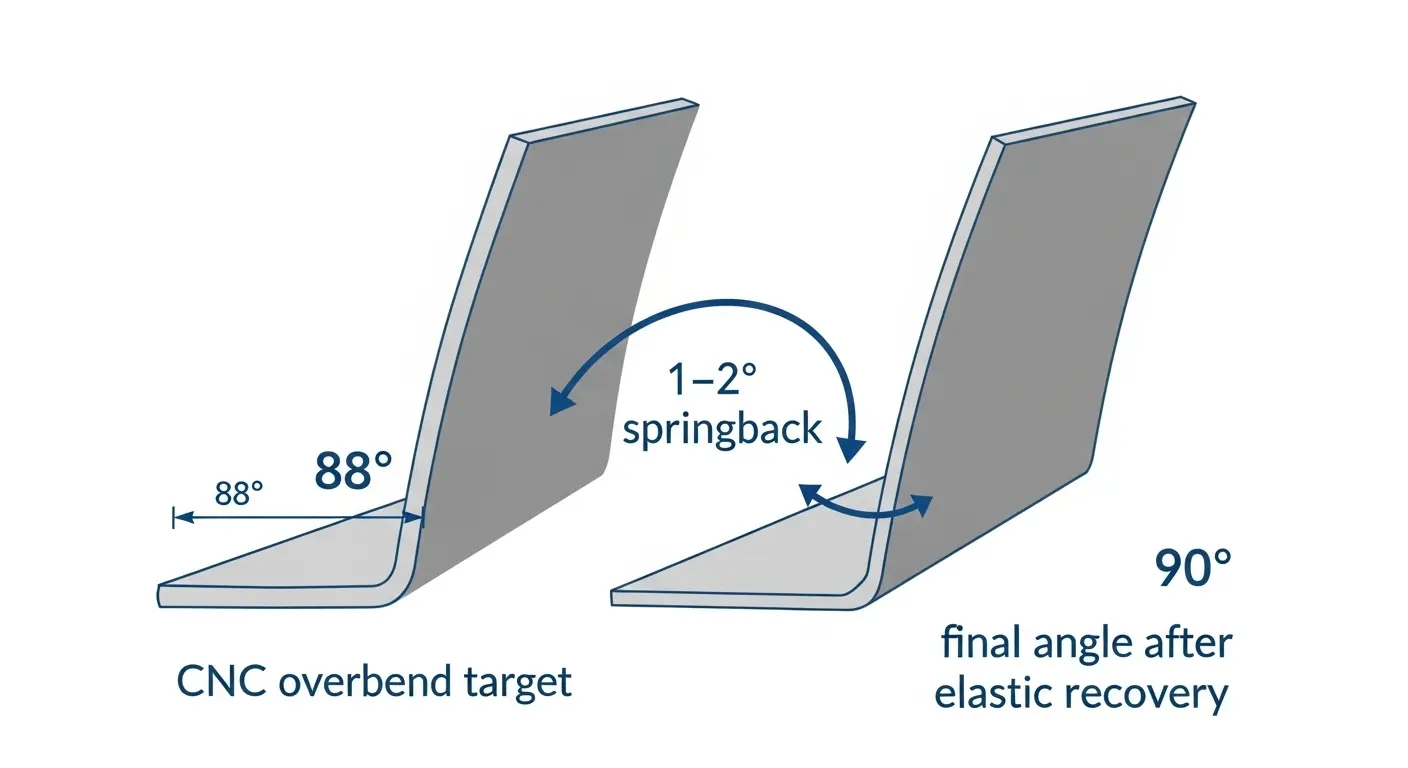
Алюминиевая пружина при изгибе с ЧПУ составляет 1–2° — меньше, чем у высокопрочной стали 5–7°, но всё же достаточно, чтобы вывести работу с допуском ±0,1° без автоматической компенсации. Откачка происходит потому, что алюминий упруго восстанавливается после втягивания пуансона. Он варьируется между сортами сплава, между партиями материалов и даже по направлению прокатки.
Современные пресс-тормоза с ЧПУ компенсируют это четырьмя методами: базы данных материалов с предварительно загруженными алюминиевыми профилями, смещение угла на сплав на уровне программы, измерение угла в реальном времени с коррекцией на ходу и адаптивное управление, основанное на предыдущих изгибах в той же партии. Без как минимум двух активных методов стабильная точность на алюминии требует разрушительного пробного изгиба перед каждой новой партией.
Воздушное изгибание против нижней части для алюминиевой точности
Воздушное изгибание — предпочтителенная техника для работы с точным алюминием. Заготовка частично соприкасается с кристаллом, что даёт системе измерения угла ЧПУ пространство для обнаружения и коррекции отбрасывания в реальном времени. Дно полностью прижимает материал к штампу, уменьшая откат пружины из-за сжатия — но требует значительно большего тоннажа и рискует получить поверхностные метки на мягком алюминии.
Для работы с алюминием с углом ±0,1–0,2° стандартным отраслевым методом является воздушное изгибание с обратной связью по углу ЧПУ. Формула компенсации изгиба проста: если ваша цель 90°, запрограммируйте ЧПУ на 88–89° для большинства уклонов 5052 и 6061. Точное смещение зависит от предела текучести партий, поэтому база данных материалов, хранящая специфичные значения сплава, экономит время на всех производственных партиях.
Какой алюминиевый сплав лучше всего подходит для прецизионного ЧПУ?
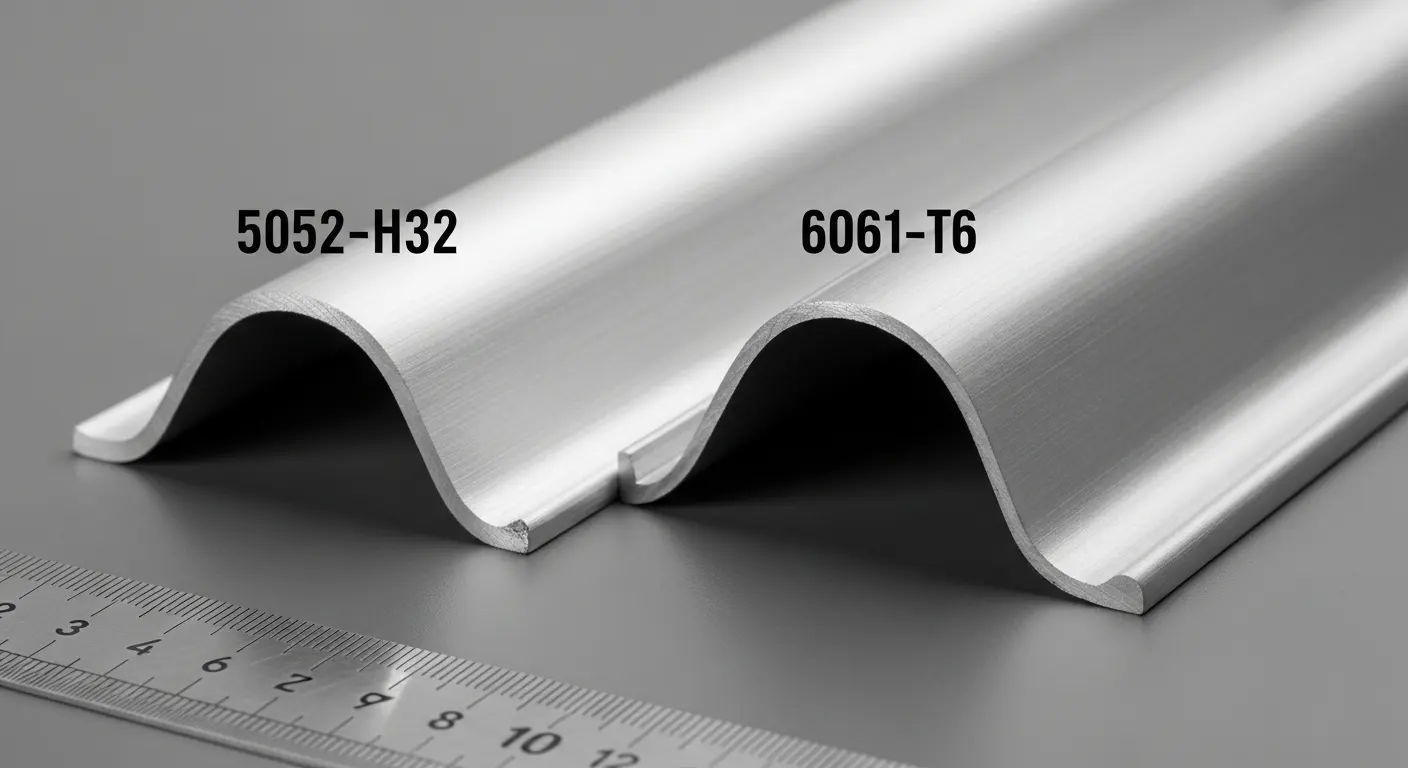
Для точного изгиба с ЧПУ 5052-H32 обеспечивает более точные минимальные радиусы изгиба и лучшую формуемость; 6061-T6 обеспечивает структурную жёсткость, но требует больших радиусов и склонен к трещинам на резких поворотах. Выбор неправильного сплава для работы с точностью с малым радиусом — самая распространённая ошибка в производстве алюминия с ЧПУ.
| Свойства | 5052-H32 | 6061-T6 |
|---|---|---|
| Формуемость | Отлично | Умеренный |
| Минимальный радиус изгиба | ~1×T (плотно) | 2–3×T (больше) |
| Спрингбэк | 1–2° | 1.5–2.5° |
| Поверхностная отделка | Хорошо | Отлично |
| Риск трещины на резких поворотах | Низкий | Высокий |
| Лучшее применение | Корпуса, HVAC, панели | Аэрокосмические рамы, конструктивные детали |
6061-T6 в темпере T6 подвержен трещинам на радиусах ниже 2×T. Для изгиба с узким радиусом с 6061 отжигайте к O-темперу перед формированием или указывайте более крупный радиус пробивания. Для масштабного производства корпусов и HVAC, где важнее косметическое покрытие и узкие радиусы, стандартным выбором является 5052-H32. См. нашСтраница применения для гибания мебелидля примеров алюминиевых экструзионных изгибов.
Минимальный радиус изгиба по сплаву и толщине
Минимальный радиус изгиба выражается как кратное толщине материала (T). Для 5052-H32 толщиной 1–2 мм радиус 1×Т можно достичь без поверхностных трещин. Для 6061-T6 с той же толщиной минимальная мощность составляет 2–3×T. Ниже минимального радиуса вызывает микротрещины на внешней поверхности изгиба — дефект, который появляется после формирования и незаметен во время сгиба.
Всегда проверяйте минимальный радиус с жёсткостью партии материала. Твёрдость варьируется у разных поставщиков и партий для закалки. Катушка 5052-H32 в верхнем диапазоне жесткости может потребовать 1,5×Т вместо 1×Т, чтобы избежать трещин на внешней поверхности.
Особенности ЧПУ, необходимые для точного изгиба алюминия
Не каждый пресс-тормоз с ЧПУ способен обеспечить точность на алюминии. Перед заказом попросите поставщика подтвердить, что эти шесть функций включены письменно:
- Измерение угла в реальном времени — лазерный или контактный датчик; обеспечивает обратную связь в середине штриха и автокоррекцию для пружинного возврата
- База данных алюминиевых материалов — предварительно нагруженные профили сплава для 5052, 6061, 5083; Уменьшает пробные изгибы на партию
- Программирование компенсации овербенда — смещение пружинного отступа на алюминный сплав, хранящийся в контроллере ЧПУ
- Сервоэлектрический или электрогидравлический привод — стабильная скорость оперативной памяти; Предотвращает маркировку поверхности от скачки давления на мягком алюминии
- Инструменты алюминиевого класса (покрытый перфоратор, хромированный штамп) — стандартные стальные отметки и царапины, алюминие; Используйте покрытые или полиуретановые вставки
- Гидравлическая система коронки — компенсирует прогиб стола на панелях более 1,5 м; Критично для равномерного угла на длинных алюминиевых листах
Для тонкого алюминиевого листа в автоматизированном производстве нашПанельный изгибатель с подача с присоской с ЧПУполностью убирает контактные следы, используя заготовку без зажимов.
Почему выбор инструментов меняет всё для алюминия
Стальные оснастки царапают анодированные, предварительно окрашенные и голые алюминиевые поверхности. Повреждения остаются постоянными и косметически неприемлемыми при производстве корпуса и панелей. Для всех алюминиевых работ используйте хромированные перфораторы, покрытые штампы или полиуретановые вставки. Радиус пробивного носа должен соответствовать или превышать минимальный радиус изгиба для вашего сплава. Использование радиуса носа 1 мм на 6061-T6 при необходимом минимуме 2×Т вызывает трещины внешней стороны на каждом повороте.
По нашему опыту поставки пресс-тормозов с ЧПУ для производства алюминиевых корпусов, спецификация инструментов — самая частая ошибка в конфигурации, которую совершают покупатели. Они правильно указывают машину и недооценивают инструменты — и обнаруживают проблему уже на первом производственном этапе.
Отрасли, специализирующие прецизионные ЧПУ-изгибатели для алюминия
Прецизионное изгибание алюминия с ЧПУ является производственным стандартом в нескольких отраслях, где точность размеров и качество поверхности одинаково критически важны:
- Аэрокосмические компоненты — угловой допуск до ±0,005 дюйма; Сплав: 5052 и 6061; требуется сертификация ЧПУ с лазерной обратной связью и трассируемых материалов FAA
- Изготовление воздуховодов HVAC — лист 5052-H32; точность угла фланцов для сборки воздуховода без протечек; Высокий ежедневный объём
- Электрические корпуса и распределительное оборудование — 5052; 4–6 изгибов на деталь; Косметическая отделка поверхности и размерная допуск одинаково важны
- Автомобильная отделка кузова — 5052 и 6061; обязательная поверхность без царапин; Стандарт с покрытием инструментов
- Фурнитура для мебели — алюминиевые экструзии; многопрофильные профили; 6061 с увеличенным радиусом
Для конструктивного алюминия, используемого в строительстве и архитектуре, см. нашГибочный станок для строительной промышленностиРуководство.
RAGOS Precision CNC benders, сконструированные для алюминия
Пресс-тормоза RAGOS CNC с управлением Delem DA-66T включают базы данных материалов, специфичных для алюминия, интеграцию измерения угла в реальном времени и программирование компенсации изгиба. Когда клиенты предлагают нам профили 6061-T6 с допускам ±0,2°, первый вопрос, который мы задаём: «Каков ваш минимальный радиус изгиба?» — потому что спецификация сплава и радиуса определяет конфигурацию машины ещё до того, как будет обсуждаться что-либо другое.
Для тонких алюминиевых листов при большом объёме наш панельный изгибатель с присосками устраняет поверхностные маркировки, работая с заготовками без механических зажимов на протяжении всего цикла сгиба. Исходя из установок клиентов в производстве HVAC и электронных корпусов, переходы на такую конфигурацию значительно снижают уровень косметического металлолома в течение первого производственного месяца.
Для полного сравнения пресс-тормозов ЧПУ по применению см. нашРуководство по лучшему пресс-тормозному станку с ЧПУ. Чтобы ознакомиться с полным ассортиментом оборудования ЧПУ, посетите сайтОбзор оборудования для изгибающего металла с ЧПУ.
Готовы настроить для вашего алюминиевого применения?Поделитесь своим качеством сплава, толщиной материала и допуском целевой угла — наша техническая команда подтвердит правильный уровень станка, конфигурацию ЧПУ и спецификацию оборудования до покупки.
Часто задаваемые вопросы
Вопрос 1: Какую допуск может достичь прецизионный ЧПУ-изгибатель на алюминии?
Прецизионный ЧПУ-изгибатель с лазерным углом достигает ±0,1–0,2° на алюминии при оптимальных условиях. Стандартные станки с ЧПУ без угловой обратной связи выдают ±0,3–0,5°. В аэрокосмической отрасли требуется точность допуска на изгиб с пределами ±0,005 дюйма для несущих узлов. Определяющим фактором является возможность компенсации угла в реальном времени, а не только количество осей ЧПУ. КИзучите оборудование RAGOS для металлического изгибания с ЧПУ для алюминия, посетите страницу обзора оборудования.
Вопрос 2: Каково значение пружины для алюминия при изгибе с ЧПУ?
Алюминиевая пружина обычно имеет угол 1–2° при воздушном изгибе с ЧПУ — ниже, чем у высокопрочной стали под углом 5–7°, но достаточно значительно, чтобы повлиять на работу с высокой допуском. Современные пресс-тормоза с ЧПУ компенсируют это с помощью баз данных материалов и адаптивного управления. Для цели под углом 90° запрограммируйте машину на изгиб на 88–89° для большинства уклонов 5052 и 6061. Чтобы узнать, как нашиТрёхосные ручки пресс-тормоза Delem компенсируют откат пружиныДля алюминия посетите страницу продукта.
Вопрос 3: Какой алюминиевый сплав лучше всего подходит для точного изгибания ЧПУ?
5052-H32 лучше всего подходит для точного изгиба с малым радиусом — обеспечивает отличную формоспособность и позволяет иметь радиусы всего 1×T. 6061-T6 обеспечивает структурную жёсткость, но требует минимальных радиусов 2–3×T и трещин на резких изгибах в T6. Для корпусов, систем HVAC и косметических панелей стандартным выбором является 5052-H32. Для конструкционных и аэрокосмических рам применяется 6061-T6 с увеличенными радиусами. Посмотреть нашПримеры применения для алюминиевого и аппаратного изгибадля реальных советов.
Вопрос 4: Каков минимальный радиус изгиба алюминиевого листа на ЧПУ-огибателе?
Для 5052-H32 при 1–2 мм минимальный радиус изгиба 1×Т можно достичь без поверхностных трещин. Для 6061-T6 с той же толщиной минимальная мощность составляет 2–3×T. Ниже минимального радиуса вызывает микротрещины на внешней поверхности, которые появляются после формирования. Всегда проверяйте необходимый радиус относительно твёрдости вашей партии материала, так как твёрдость варьируется у разных поставщиков. Чтобы подтвердить правильную конфигурацию машины, смотрите нашРуководство по лучшему пресс-тормозному станку с ЧПУ.
Вопрос 5: Какие инструменты необходимы для точного сгибания алюминия на пресс-тормозе с ЧПУ?
Используйте хромированные пуансовы, покрытые штампы или полиуретановые вставки — стандартные стальные следы от оснастки и царапания на алюминиевых поверхностях навсегда. Радиус пуанш-носа должен соответствовать или превышать минимальный радиус изгиба для вашего сплава. Для 6061-T6 больший радиус носа предотвращает трещины. Для тонкого алюминиевого листа в массовом производстве нашПанельный изгибатель с подача с присоской с ЧПУПолностью убирает контакт с зажимом.
Точность — это не особенность машины, это решение о конфигурации
Три фактора определяют, обеспечивает ли ваш изгибатель с ЧПУ точность работы с алюминием. Сначала выберите подходящий сплав — 5052-H32 для коротких радиусов и формоспособности, 6061-T6 для конструкций с большим радиусом. Во-вторых, определите машину с измерением угла в реальном времени и базой данных алюминиевых материалов — а не только управление осями ЧПУ. В-третьих, закажите алюминиевые инструменты с правильным радиусом перфорации для вашего сплава. Если сделать все три правильно, ±0,1–0,2° можно достичь на каждом производственном цикле. Если промахнуться по хоть какому-то из них, скорость лома растёт с первой части. Следующий шаг: отправьте свой уровень сплава, толщину и целевую допуск команде RAGOS для письменной рекомендации по конфигурации станка и инструментов.