


















Процесс изгиба листового металла: практическое руководство по анализу процессов
Автор: Марк Хэнкс
Введение
Процесс гибки листового металла широко используется в электромеханической, автомобильной и аэрокосмической промышленности для корпусов для формовки листового металла, шкафов и панелей. Пресс-тормоза с ЧПУЛисты холодной формы в различные формы с использованием стандартных или индивидуальных инструментов. Рациональность процесса гибки листового металла напрямую влияет на конечные размеры и качество деталей. В этой статье представлены практические методы, полученные из анализа и экспериментов, направленные на улучшение результатов формования листового металла (эффективный процесс гибки листового металла не только повышает точность изгиба, но и снижает отходы материалов и производственные затраты).

1. Как рассчитать развернутую длину листового металла
В процессе гибки листового металла необходимо точно рассчитать развернутую длину для обеспечения точности изгиба.Развернутая длина зависит от толщины материала, угла сгиба и инструмента.
1.1 Метод нейтрального слоя (для изгибов не под прямым углом)
Во время сгибания внешний слой растягивается, а внутренний сжимается, тогда как нейтральный слой (между ними) не испытывает ни одного напряжения. Её длина остаётся постоянной, что делает её эталоном для длины пустоты. Её положение меняется с деформацией: при толщине δ ≤ 4 мм она лежит примерно на 0,5δ от внутренней поверхности; для δ ≥ 5 мм, примерно 0,34 мкс. Длина нейтрального слоя равна требуемому развернутому заготовке.
•Для толщины материала δ ≤ 4 мм расстояние между нейтральным слоем и внутренней поверхностью составляет примерно 0,5 мк.
•Для толщины δ ≥ 5 мм она составляет примерно 0,34δ.
Длина нейтрального слоя соответствует нужной длине заготовки для детали.
1.2 Метод коэффициента компенсации (для вертикальных изгибов)
Эмпирический коэффициент компенсации изгиба для изгибов под прямым углом можно экспериментально вывести, и развернутая размерность вычисляется как:
L = A B − 2d 2D
Где:
•L = развернутая длина
•A, B = внешние размеры изогнутой части
•δ = толщина материала
•Δ = компенсация коэффициента
Пример: Если A = 35 мм, B = 60 мм, а δ = 4 мм, то длина развернутой части = 88 мм.
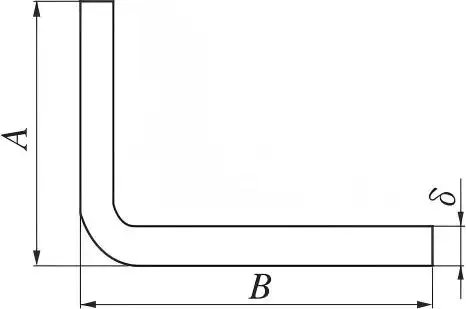
Рис.1 Фигура формования с изгибом
Таблица 1: Коэффициенты компенсации изгиба (эталонные значения)
| Толщина δ (мм) | Коэффициент компенсации Δ | Обычное V-образное отверстие V (мм) |
| 1.0 | 0.1 | 6 |
| 1.5 (1.2) | 0.2 | 9 |
| 2.0 | 0.3 | 12 |
| 2.5 | 0.3 | 16 |
| 3.0 | 0.4 | 20 |
| 3.5 | 0.4 | 20 |
| 4.0 | 0.5 | 25 |
| 5.0 | 0.6 | 32 |
| 6.0 | 0.8 | 32 |
| 8.0 | 1.2 | 55 |
Примечание:При изгибе длинных заготовок там, где давление превышает предел тоннажа пресс-тормоза, может потребоваться нестандартное V-образное отверстие. Коэффициент компенсации следует корректировать на основе результатов пробного изгиба. Например:
• лист толщиной 5 мм: стандартный V-образный штамп 32 мм (Δ = 0,6); если длина приближается к 3000 мм, используйте 55 мм V-образный кристалл и уменьшите Δ на 0,1.
• Для листа толщиной 6 мм ≥ длиной 2000 мм выберите V-образный кристалл 55 мм и установите Δ на 0,4 (скорректировано с 0,8).
Коэффициенты компенсации — это значения, разработанные эмпирически для конкретного пресс-тормоза и соответствующего инструмента и конкретного материала. Для каждого случая их следует определять заново.
2. Как выбрать инструменты для пресс-тормоза
Ключевым аспектом изгиба листового металла является выбор подходящего инструмента. Инструменты для изгибания пресса, как система, состоят из перфоратора (верхний штамп) и штампа (нижнего). Выбор определяется характером материала, его толщиной и размерами изгиба, чтобы избежать столкновения заготовки и инструмента, а также чтобы избежать повреждений штампа или изгибающей машины из-за неправильного выбора отверстия V-образного штампа.
2.1 Выбор нижнего кубика (V-кубица)
Стандартные нижние пресстормозные штампы часто имеют несколько V-образных отверстий разной ширины и углов на одном блоке. Для стандартных операций отверстие V-образного кристалла будет примерно в 6–8 раз толщине листа. Для более тонких листов и если желательно изгиб с большим радиусом, выбирается более широкое отверстие. V-образное отверстие может иметь стандартную форму и размер, либо быть модифицировано, изготовлено или изготовлено для удовлетворения конкретных требований.
Таблица 2: Рекомендуемые открытия B-Die
| Толщина материала (мм) | Рекомендуемые отверстия B-Die (мм) | Множитель зонирования |
| 1.0 | 6 - 8 | 6× - 8× |
| 1.5 | 9 - 12 | 6× - 8× |
| 2.0 | 12 - 16 | 6× - 8× |
| 3.0 | 18 - 24 | 6× - 8× |
| 4.0 | 24 - 32 | 6× - 8× |
| 5.0 | 30 - 40 | 6× - 8× |
| 6.0 | 36 - 48 | 6× - 8× |
| 8.0 | 48 - 64 | 6× - 8× |
2.2 Выбор верхнего кубика (удара)
1) Прямые удары
• Используется для сгибания листов толщины
2) D ≤ 3 мм
• Полезно для изгибов с несколькими операциями
3) Удары в гусиную шею
• Разработан для U-образных деталей разной глубины
• Маленькие пуансовы Gooseneck, используемые для мелких деталей
• Крупные пуансовы с гусиной шеей, используемые для глубоких частей толстого материала
4) Выравнивающие удары
• Используется для выравнивания изогнутых краёв переработанных деталей
• Индивидуальные модификации, способные соответствовать уникальным требованиям проектирования
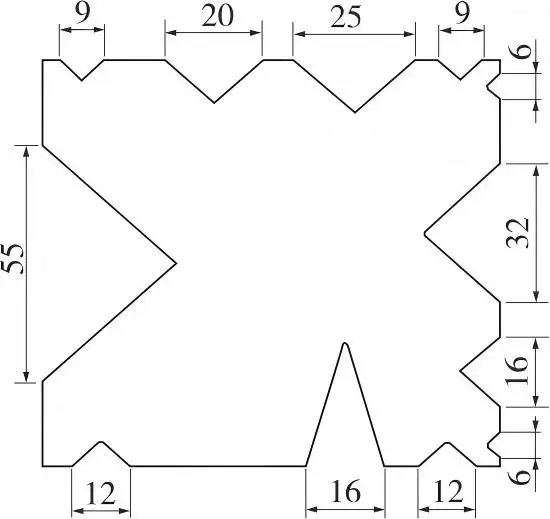
Рис.2 Нижний поперечный профиль
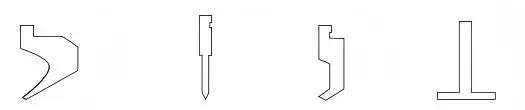
Большое изогнутое лезвие, прямое лезвие, маленькое изогнутое лезвие, плоское лезвие
Рис.3 Фигура верхнего поперечного сечения штампов
3. Как рассчитать силу изгиба при нажатии тормоза
Все инструменты для изгибания имеют встроенные функции безопасности от высокого давления, однако у каждого инструмента есть уникальный предел безопасности, который нельзя превышать. Перед изгибом необходимо убедиться, что сила изгиба не превышает предел тоннажа пресс-тормоза, исходя из толщины листа и необходимой длины изгиба.
Одно из уравнений для вычисления силы изгибания выглядит так:
P = (1,6 × B × δ² × Rm) / (100 × V)
В этом уравнении:
•P = сила изгиба (тонна)
•δ = толщина материала (мм)
•B = ширина листа (мм)
•V = ширина отверстия V-образного кристалла (мм)
•Rm = прочность на растяжение материала (МПа)
Ограничение на тоннаж изгиба определяется конкретным пресс-тормозом и используемым инструментом. Большинство изгибающих машин имеют пластину с номинальной тоннажной пластиной, прикреплённой к раме, а тоннаж также можно проверить с помощью систем моделирования изгибания с ЧПУ.
Таблица 3: Пределы тоннажа изгиба углеродистой стали (эталонные значения)
| Толщина (мм) | V-Die (мм) | Максимальная длина (мм) | Максимальный тоннаж (t) |
| 0.8 | 6 | 3000 | 25 |
| 1.0 | 6 | 3000 | 39 |
| 1.5 | 9 | 3000 | 54 |
| 2.0 | 12 | 3000 | 84 |
| 2.5 | 16 | 3000 | 84 |
| 3.0 | 20 | 3000 | 98 |
| 3.5 | 20 | 3000 | 133 |
| 4.0 | 25 | 3000 | 141.3 |
| 4.5 | 25 | 2500 | 150 |
| 5.0 | 32 | 2500 / 1700 | 150 / 145 |
| 6.0* | 55 | 3000 | 150 |
| 8.0* | 55 | 1600 | 145 |
| 10.0* | 55 | 1000 | 140 |
Примечания:
• Максимальная длина изгиба углеродистой стали составляет 3100 мм; теоретический тоннаж не должен превышать 150 тонн.
•Элементы, помеченные *, превышают стандартный лимит и требуют корректировки программ; Это несёт риски для безопасности и обычно не рекомендуется.
• Если деталь превышает предел тоннажа, альтернативные подходы могут включать вырезание прорезов вдоль линии изгиба или V-образную прорезку листа для уменьшения толщины материала.
Таблица 4: Пределы тоннажа изгиба из нержавеющей стали (эталонные значения)
| Толщина (мм) | V-Die (мм) | Максимальная длина (мм) | Максимальный тоннаж (t) |
| 0.8 | 6 | 3000 | 25 |
| 1.0 | 6 | 3000 | 39 |
| 1.5 | 9 | 3000 | 54 |
| 2.0 | 12 | 3000 | 84 |
| 2.5 | 16 | 3000 | 84 |
| 3.0 | 20 | 3000 | 98 |
| 3.5 | 20 | 3000 | 133 |
| 4.0 | 25 | 3000 | 141.3 |
| 4.5 | 25 | 2500 | 150 |
| 5.0 | 32 | 2500 | 150 |
| 6.0* | 55 | 3000 | 150 |
| 8.0* | 55 | 1600 | 145 |
| 10.0* | 55 | 1000 | 140 |
Примечания:Подобно углеродистой стали, нержавеющая сталь имеет максимальную длину изгиба 3100 мм с теоретическим пределом тоннажа 150 тонн. Товары, помеченные *, превышают стандартный лимит и требуют корректировки программы, что несёт риски для безопасности. Если компоненты превышают лимит по тоннажу, возможно, разумно изменить процесс гибки листового металла.
4. Распространённые типы деталей, согнутых из листового металла
4.1 U-образные детали
Для U-образных, Z-образных и других сложных деталей требуются различные схемы гибки листового металла. Для U-образных деталей общее правило состоит в том, что высота изгиба H должна быть меньше или равна ширине изгиба B, чтобы избежать помех инструмента. Однако даже при H ≤ B помехи могут возникать при чрезмерной высоте изгиба — обычно при H ≥ 80 мм деталь может соприкасаться с корпусом изгибающей машины во время сгиба.
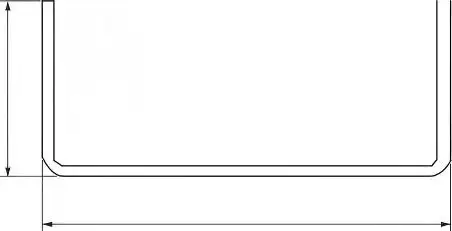
Рис.4 Фигура формования с изгибом
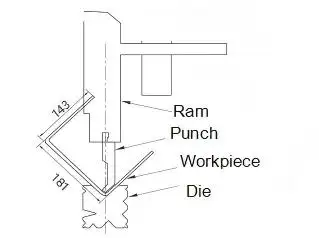
Рис.5 Схема моделирования изгиба
Возможные решения могут включать следующие характеристики:
• Сначала сгибается тупой угол (чтобы фланцы могли пройти через изгибающую машину), затем под прямым углом, а затем промежуточный изгиб также может быть сплющен. (Примечание: такой подход, скорее всего, оставит видимые следы на заготовке.)
• Использование пуансона с гусиной шейкой (когда H ≥ B) может использоваться, но применение этого подхода может потребовать проверки с помощью пробного моделирования или реального изгиба.
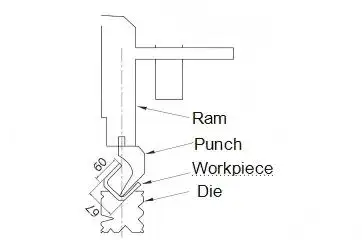
Рис.6 Схема моделирования изгиба
4.2 Z-образные детали
Возможность включения Z-образных изгибов в первую очередь определяется расстоянием от отверстия V-образного кристалла до края детали. Приемлемым подходом может быть:
• Выбор правильного отверстия и пробива V-образного штампа с учетом толщины материала.
• Рисование или имитация формы, которая будет формироваться.
• Если вы всё ещё не уверены, проведите несколько физических моделей или согните машину в качестве теста.
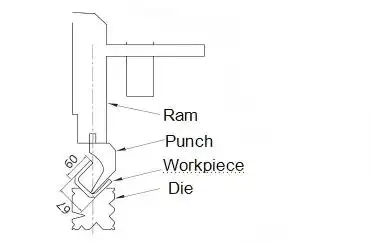
Рис.7 Схема моделирования изгибов
5. Распространённые проблемы и решения изгиба листового металла
При изгибе листового металла может возникнуть ряд проблем. В таблице ниже приведены типичные проблемы и практические решения.
| Потомство | Возможные меры смягчения |
| Недостаточная высота фланца изгиба | • Увеличить размер фланца, если проектирование позволяет.• Использовать уменьшенное V-образное отверстие (проверить тоннаж) и скорректировать компенсацию.• Для δ ≤ 3 мм: H ≈ V/2 2; для δ > 3 мм: H ≈ V/2 4. |
| Деформация отверстия на линии изгиба | • Просверлить отверстия после изгиба. • Вырезать прорези вдоль линии сгиба (длина прорези ≈ диаметр отверстия). • Держать край отверстия не менее половины ширины V-образного штампа от линии сгиба. |
| Интерференция инструмента | • Корректируйте последовательность изгибания — сначала сложные кромки, затем простые. • Используйте специализированные инструменты (например, пуансоры с гусиной шеей или сместительные штампы). |
| Трещины на повороте | • Ориентируйте линию изгиба, перпендикулярную направлению кати. • Отжигайте область изгиба или выберите материал с лучшей пластичностью. |
| Поверхностные следы на согнутой детали | • Увеличить радиус пробивания за счёт модификации инструмента.• Использовать нижние штампы без маркировки.• Наложить защитную пленку между штампом и листом. |
| Сложность позиционирования неправильных фланцев | • Отметьте линии изгиба при лазерной резке в качестве ориентира. • Создайте приспособление, соответствующее контуру детали. |
| Формированные размеры, не соответствующие указаниям | • Используйте общую точку отсчёта для снижения накопленной ошибки. • Выполняйте тренировочные изгибы и определяйте коэффициент компенсации. |
6.Факторы, влияющие на качество изгиба листового металла
1)V-Die Opening:
Выбор V-образной канавки в первую очередь зависит от толщины листа. Более широкая V-образная канавка требует меньшей силы изгиба. В целом, более тонкие листы используют V = 6t. где V — ширина нижней V-образной канавки, а t — толщина листа. Стандартный выбор ширины нижней V-образной канавки кристалла относительно толщины листа показан в следующей таблице.
| Толщина листа t / мм | V-образная ширина канавки |
| 0.5–2.6 | 6т |
| 3–8 | 8t |
| 9–10 | 10t |
2)Радиус удара:
Внешний радиус изгиба заготовки в первую очередь определяется шириной V-образной канавки нижнего штампа, а радиус R верхнего пунша также играет определённую роль. Радиус R верхнего пуансона обычно равен или немного меньше толщины листа. При гибке твёрдого алюминия или других материалов с низкой пластичностью для верхних и нижних штампов следует использовать больший радиус пробивания и размер V-образной канавки, чтобы предотвратить поломки и трещины. Кроме того, на концах линии изгиба детали следует образовать канавки для запрета трещин.
3)Точность нажатия тормоза:
Деформация прогиба обычно возникает из-за неравномерной нагрузки. Возьмите пресс-тормоз рабочей длиной 3200 мм с гидравлическими цилиндрами, настроенными на нагрузку 100 т с каждой стороны. И верхняя, и нижняя балки будут отклоняться под нагрузкой. В результате фактическое смещение тарана будет меньше всей длины балки, что приводит к разным углам изгиба. Угол изгиба будет самым большим в центре и будет уменьшаться к концам, что влияет на общий размер заготовки.
4)Сырьё:
Отсутствие однородности в сырьевых материалах: Разные сорта материалов могут иметь разную и даже непостоянную толщину, твёрдость и даже вариации между производством. Крупные заусенцы, крупные швы или даже расширение из-за процесса изгиба могут привести к потере точности изгиба. Отклонения в процессе прокатывания могут привести к неравномерному откачиванию и потере точности. Локализованные различия в материале могут приводить к неточностям размеров из-за различий температуры материала.
5)Springback:
Пружинный откат: материал изгибается как при упругой, так и при пластической деформации. Угол отбрасывания коррелирует положительно с пределами текучести и отрицательно с упругим уровнем. Из различных техник изгибания пружинная сгибающая наиболее сильная с воздушным изгибом и наименьше — с чеканкой, тогда как нижняя гибка — промежуточная. С увеличением толщины листа при гибке листового металла уменьшается откат пружины.
Заключительные замечания
Успешный Процесс гибки листового металлаТребуется точное расчёт развернутой длины, правильный выбор инструмента, правильная оценка силы изгиба и управление пружиной.
За счёт постоянной оптимизации процесса гибки листового металла, производители могут повысить точность изгиба, снизить производственные затраты и добиться более стабильного качества продукции.
Часто задаваемые вопросы
Вопрос 1: Что такое Bend Allowance?
Допуск на изгиб — это количество листового металла, растягивающегося в результате изгиба. Это значение зависит от материала, толщины листа и изгибающих инструментов.
Коэффициент допуска на изгиб также может варьироваться в зависимости от происхождения стальной пластины и типа пресс-тормоза. Следовательно, фактическое значение следует измерять in situ.
Расчёты допуска на изгиб обычно выполняются для 90° изгиба. Конкретные значения также варьируются в зависимости от отверстия матрици пресс-тормоза и типа листового металла.
Допуск на изгиб и вычет на изгиб, ΔK, — это два связанных термина для изгиба листового металла, которые определяются по-разному. Независимо от используемого определения, длина плоского узора остаётся прежней.
Вопрос 2: Что такое дедукция по изгибу?
В процессе проектирования листового металла многие инженеры сталкивались с той же дилеммой: почему деталь листового металла, который точно спроектирован и правильно развернут в SolidWorks, не соответствует необходимым измерениям при отправке на изготовление?
Хотя отклонение измерения изгиба на 1–2 мм может показаться незначительным, на практике даже небольшое различие в измерениях может привести к неудовлетворительному результату сборки. Это приведёт к потере материалов и времени готовки, а также к росту производственных затрат.
Причиной этой широко распространённой проблемы обычно являются плохое понимание или ошибки, допущенные при определении дедукции изгиба, K-фактора и допуска изгиба. Эти параметры связывают цифровой дизайн с физическим миром. Эти параметры лежат в основе точного проектирования листового металла и оказывают глубокое влияние на качество продукции и возможность его производства.
Дедукция по изгибу может быть самой простой для понимания из трёх методов. Вычисление происходит из-за процесса изгиба, вызывающего растяжение внешнего слоя и сжатие внутреннего слоя листа, при этом нейтральный слой листа остаётся неизменным.
Вычет изгиба объясняет «длину», которая отсутствует из-за растяжения и сжатия листа.
Дедукция по изгибу = (OSSB × 2) - BA
Где:
OSSB = внешний неудачный откат
BA = допуск на изгиб
Значения вычета изгиба почти всегда предоставляются производителями листового металла для определённых материалов, толщин и специфических радиусов, исходя из их практического опыта.
Вопрос 3: Что такое воздушное изгибание?
Также известный как сгибание через зазор или свободное изгибание, процесс воздушного изгиба создаёт деталь из листового металла с помощью пуансона для формирования трёх контактных точек на нижнем штаме.
Во время процедуры верхняя и нижняя штемпель тормозного пресса не закрываются полностью. Листовой металл не полностью прижат к нижнему штампу. Скорее, во время сгибания листовой металл остаётся частично без опоры или «в воздухе».
Угол изгиба определяется глубиной хода верхнего пуанша относительно нижнего штампа, а также от толщины листа. Как правило, по мере увеличения глубины хода верхнего пунша уменьшается и угол изгиба. Наоборот, при уменьшении глубины движения верно наоборот.
Поскольку детали, согнутые воздухом, склонны откачивать назад, угол изгиба будет приблизительным, а не точным. Для различных заготовок процесс необходимо осмотреть и скорректировать под требуемые допуски.
Вопрос 4: Что такое сгибание дна?
Как и процесс воздушного изгиба, снизу также используется пуансон и V-образный нижний штамп. Однако листовой металл полностью контактируется и прижимается между верхним и нижним штампом.
При нижнем изгибе листовой металл полностью соприкасается с нижним штампом. Таким образом, угол изгиба определяется углом штампа.
Благодаря увеличенной силе формования и уменьшению отбрасывания сгиб дна более точен и подходит для крупномасштабного производства.
Вопрос 5: Что такое пружинный откат в изгибе листового металла?
Спрингбэк описывает тенденцию материала возвращаться к исходной форме после устранения определённой силы. В процессе сгибания листа материал испытывает как растягивающие, так и сжимающие напряжения на противоположных концах. После устранения изгибающей силы лист пытается вернуть свою исходную форму под воздействием напряжений. Восстановление называется пружинным восстановлением.
Спрингбэк обычно описывается в угловых размерах. Спрингбэк — это сложная функция множества переменных, включая тип материала, толщину листа, давление изгиба и радиус изгиба.
При изменении давления на изогнутый материал меняется сила реакции. После снятия приложенного давления угол отскакивает в противоположную сторону. Это называется bend springback.
Спрингбэк подвержен влиянию:
• При использовании одинаковых штампов, условий изгиба и толщины: SPCC < AL < SUS
• При использовании одного и того же штемпеля и материала, более тонкий лист обычно приводит к большему откачиванию пружины.
• Для того же материала увеличение радиуса внутреннего изгиба, R, обычно приводит к большему откачиванию назад.
В целом, чем выше давление изгиба, тем меньше пружинного удара.
Вопрос 6: Какой материал легче всего сгибать?
Из материалов, которые легко сгибать, холодокатный стальной лист SPCC проще всего согнуть среди листов.
Из различных листовых материалов холоднокатная сталь SPCC является одним из наиболее часто используемых материалов при изготовлении листового металла, и изгиб этого материала также прост и обеспечивает лёгкость изгиба.
SPCC менее хрупкий и более пластичный, что делает его более выгодным для использования при изгибе и формировании листового металла. Детали из SPCC обычно требуют отделки для улучшения поверхности. Это может включать покраску или гальванизацию. Мелкие дефекты на поверхности или небольшие царапины, вызванные изгибом, обычно покрываются отделкой.
SPCC даже считается одним из самых простых материалов для изгиба в листовых металлах.
Вопрос 7: Как определяется радиус удара?
Для заданного изгиба листового металла угол штемпеля должен быть меньше угла изгиба. Примером этого является угол изгиба 90 градусов, где обычно используется угол кристалла 88 градусов.
Для листов длиной 3 мм и меньше используется радиус перфорации R0.6, но если необходимая обработка имеет свои спецификации, может быть использован радиус R0.2.
Кристалл следует проверить, чтобы определить, есть ли у него необходимый диапазон для обработки и необходимый диапазон для устойчивости к давлению.
Штемпель следует проверить, чтобы убедиться, что он соответствует нужной форме для данной операции изгибания.